В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.

Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.

Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.

Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.

Сплав Розе
Недопустимые ошибки при пайке труб
Надёжность получаемого соединения во время пайки полипропиленовых труб своими руками зависит от температуры, до которой разогреты детали. Пластик должен быть размягчён так, чтобы свариваемые элементы соединялись с некоторым усилием и входили одна в другую на необходимую глубину.









- Если детали нагреты недостаточно, пластик начнёт отвердевать ещё до того, как вы их полностью соедините. Такое соединение может и не потечь сразу, но рискует переломиться ещё до окончания монтажа.
- Перегретый пластик слишком мягкий и при соединении горячие поверхности деталей не будут прижиматься друг к другу с достаточной силой: возникнут «недопаяные» места и почти наверняка такое соединение сразу же начнёт протекать. Может возникнуть другая проблема. Если вы перегреете детали, а затем с излишним усердием станете их сдвигать, расплавленная масса пластика выдавится внутрь трубы и полностью перекроет её просвет.
Иногда встречаются рекомендации разогревать свариваемые элементы в течение скольких-то секунд. Это не всегда действенно, так как время разогрева зависит от очень многих факторов: температуры насадки паяльника и температуры окружающего воздуха, массивности детали и диаметра трубы, тугоплавкости конкретной партии полипропилена. Если у вас нет опыта сварки, разумно потратить некоторое время и потренироваться.
Мест пайки пластиковых труб при монтаже водопровода средней сложности насчитывается несколько десятков. И это неудивительно: каждый изгиб трубопровода требует выполнить пайку дважды, ответвление состоит из трёх сварных соединений.
И вот именно в этом состоит основная сложность всей работы. Сваривать в большинстве случаев приходится «по месту». Конфигурацию трубопровода и последовательность соединения его частей нужно продумать с учётом того, что соединения выполняются весьма громоздким паяльником, раскалённым к тому же до температуры 300 градусов.
Какой пластик используют для водопровода
 Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
- полиэтилен;
- полипропилен;
- поливинилхлорид;
- металлопластик.
Каждый из них обладает своими характеристиками и сферой применения. Это нужно учитывать при выборе, монтаже и пайке.
Полиэтиленовые (принята маркировка PE) пластиковые трубы используют как для разводок внутри зданий, так и для наружных трасс. Возможно их применение на трубных соединениях повышенного давления. Но есть у полиэтилена и существенный недостаток — он теряет некоторые свои свойства уже при -20 ℃.

Поливинилхлоридные (маркировка PVC или ПВХ) пластиковые трубы обычно покупают тогда, когда хотят снизить себестоимость ремонта. В нынешнее время ПВХ считается самым дешёвым полимером. А значит, и вся система будет стоить ниже, чем аналогичная, но, сделанная, например, на основе полиэтилена. Соединение труб ПВХ часто осуществляется методом «холодной сварки» или «в раструб» с использованием резиновых соединителей.

Полипропиленовые (маркировка PP) пластиковые изделия отличаются большой жёсткостью и работать паяльником с ними не так-то легко. Трубы из полипропилена не сматываются в бухты, а продаются отрезками по четыре метра. Диаметр таких изделий колеблется от 16 мм до 12,5 см. Умение спаять полипропиленовые трубы обычным паяльником — это действительно очень важный навык. Ведь такие трубы используются во многих областях: для горячего и холодного водоснабжения, для поливных систем на дачном участке, для обеспечения определённых технологических процессов в промышленных цехах.
Помимо чисто пластиковых, существуют ещё и металлопластиковые варианты (например, с применением алюминия). И такие трубы являются самыми практичными изделиями, срок их использования (при условии монтажа, осуществлённого правильно, и простейшего ухода) порой достигает пятидесяти лет — это очень много. Сегодня металлопластиковые трубы применяют, в основном, для горячего водоснабжения.
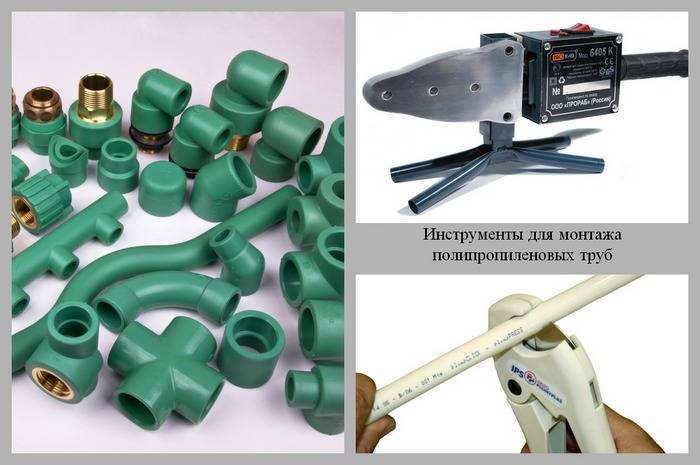
Необходимые инструменты
Чтобы приступить к пайке, следует подготовить:
- сварочное оборудование для работы с трубами, изготовленными из пластика;
- строительный уровень;
- рулетку;
- маркер;
- специальные ножницы.

Почти у каждого домашнего умельца имеются в наличии все вышеперечисленные инструменты, кроме агрегата для сварки. Когда пайку труб ПВХ своими руками планируется выполнять единоразово, тогда сварочное оборудование лучше брать напрокат, чем приобретать.
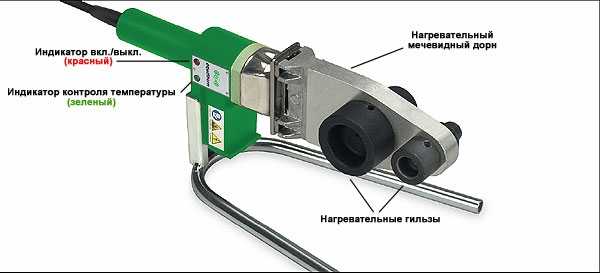
До того, как начать процесс пайки, следует ознакомиться с устройством данного прибора.
Его основной элемент – подошва, которая оснащена нагревательными элементами. Благодаря наличию у устройства специальных отверстий можно зафиксировать особые насадки для выполнения сварочных работ. Для регулировки температурного режима на агрегате имеется терморегулятор, расположенный на его корпусе.
Трубопроводы из полипропилена, их достоинства
Полипропиленовые трубопроводы пригодны для горячего и холодного водообеспечения, отопления. Изделия, с армированным слоем из фольги, стекловолокна или алюминия выдерживают температуру до 95 С, давление 20-25 атм. Применяются для внутреннего водопровода и отопления, в системе подачи ее от магистрали.









Изделия обладают достоинствами:
- долгий срок эксплуатации;
- выдерживают высокие физические нагрузки;
- не разрушаются от влаги, агрессивных жидкостей;
- легкие, что облегчает их монтаж;
- низкая теплопроводность не снижает температуру теплоносителя;
- не ухудшают вкус и химический состав жидкости;
- имеют невысокую стоимость.
Эти характеристики полипропиленового трубопровода делают его популярном в современном строительстве и при ремонте водопровода в жилом фонде.
Техника безопасности
Если Вы детально знакомитесь с вопросом как правильно паять полипропиленовые трубы своими руками, то необходимо ознакомиться с техникой безопасности, вот основные правила:
Соблюдайте осторожность при работе с горячим паяльником, чтобы избежать ожогов.
Горячий полипропилен интенсивно испаряется. Нужно обеспечить достаточное проветривание, чтобы вдыхать поменьше его паров.
Помните о пожарной безопасности: работающий паяльник не оставляйте без присмотра и всегда кладите его на специальную подставку.
Готовый трубопровод заполните водой под давлением и проверьте соединения на герметичность.. Воспользуйтесь нашими советами и рекомендациями по пайке пластиковых труб
Они помогут вам смонтировать водопровод в квартире или на даче самостоятельно и сэкономить на услугах профессиональных сантехников. В следующей статье мы более подробно рассмотрим процесс пайки водопровода из полипропиленовых труб
Воспользуйтесь нашими советами и рекомендациями по пайке пластиковых труб. Они помогут вам смонтировать водопровод в квартире или на даче самостоятельно и сэкономить на услугах профессиональных сантехников. В следующей статье мы более подробно рассмотрим процесс пайки водопровода из полипропиленовых труб.
4 Техника соединения
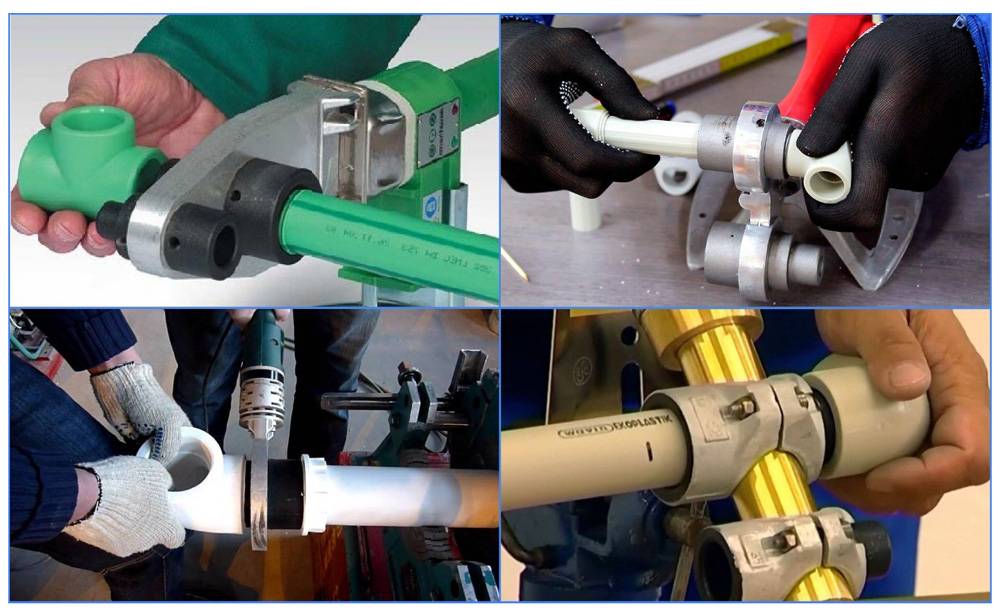
Перед началом работ следует провести ряд подготовительных операций. Это относится как к соединяемым деталям, так и паяльному устройству. Принцип сварки основан на расплавлении двух частей с последующей их физической стыковкой друг с другом до момента кристаллизации. Чтобы сварочный шов получался надёжным, одна из свариваемых частей вставляется в другую на глубину от 13 до 32 миллиметров, в зависимости от диаметра деталей. Сварка двух труб происходит через фитинг. Они бывают разного вида и размеров. Каждый фитинг рассчитан на определённый диаметр трубы, поэтому при пайке следует быть внимательным.
В случае использования армированной трубы с алюминиевой фольгой вставляемый конец в насадку должен быть зачищен от её слоя. Зачистка происходит механическим путём с использованием специального инструмента. Но так как это приспособление довольно дорогое, часто используют ножовочное полотно. Им пропиливают трубу по кругу на глубину расположения армирующего слоя, а после срезают его ножом. Такой подход требует сноровки и опыта.
Детали перед сваркой следует обрезать до необходимой длины, очистить от грязи и обезжирить. Для этого разрешается использовать изопропиловый, изобутиловый или этиловый спирт. Применение ацетона, уайт-спирита, бензина или водки не допускается из-за рыхления полипропилена после их воздействия.
Втулки перед работой также должны быть очищены с помощью ветоши
Следует уделить внимание целостности тефлонового слоя, использовать насадки с повреждённым покрытием нельзя. Поэтому чистить металлическими предметами или абразивами запрещено. В случае же сильного пригара используются деревянные скребки
Для удобства чистки насадки рекомендуется предварительно немного нагреть с помощью паяльника
В случае же сильного пригара используются деревянные скребки. Для удобства чистки насадки рекомендуется предварительно немного нагреть с помощью паяльника.
Муфта-американка для полипропиленовых труб
Муфта-американка представляет собой соединительную муфту с накидной гайкой. Конструкция такой муфты может быть разной (внутренняя резьба, внешняя, переходник на другой диаметр), но она всегда имеет две разные стороны – одна полипропиленовая, другая с металлической резьбой.
Соединять детали муфтой-американкой удобно в труднодоступных для обычного монтажа местах и в узлах, которые требуют периодической разборки.
Рекомендуем ознакомиться: Замена старых труб на полипропилен своими силами
Технология соединения муфтой следующая:
- полипропиленовая часть сваривается по классической технологии,
- резьбовое соединение закручивается при помощи цилиндра с выборкой под зацепы. Применение шестигранника не всегда удобно, разводной ключ при зажиме часто съедает выступы,
- на резьбе используют паронитовые, резиновые прокладки или герметизирующую пасту (нить).
Как правильно паять пластиковые трубы своими руками — подробная инструкция
Если вы приняли решение собственными силами сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того чтобы соединить трубы в единую систему, вам необходимо представлять, как производится сварка пластика. Однако пусть это вас не пугает, поскольку сам процесс пайки пластиковых труб не отличается особой сложностью и не требует наличия большого числа специальных инструментов.









Для производства сварочных работ вам потребуются:
- рулетка;
- маркер;
- строительный уровень;
- ножницы для резки пластиковых труб;
- сварочное устройство для пластиковых труб.
Все инструменты, кроме последнего, имеются практически у любого мастерового человека. Последний же может вам потребоваться всего лишь раз в жизни, поэтому гораздо целесообразнее не покупать его, а одолжить или взять на прокат.
Кратко о сварочном аппарате
Перед началом пайки следует вкратце познакомиться с тем устройством, которым вам предстоит пользоваться.
Важным элементом сварочного аппарата является подошва, оснащенная нагревательными элементами. Удобство работ обеспечивается тем, что на подошве имеются отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры производится с помощью терморегулятора, находящегося на корпусе.
Процесс пайки труб
Приступая к пайке, прибор необходимо установить в нужном положении и зафиксировать на нем насадки подходящего размера. Используя терморегулятор, выставить необходимую температуру:
- 260°С для труб из полипропилена;
- 220°С для труб из полиэтилена.
Дать прибору прогреться в течение 10-20 минут до погасания индикатора.
Выполняя пайку, необходимо исходить из следующих данных:
| Внешний размер трубы, мм | 16 | 25 | 40 | 63 | 90 |
| Интервал до метки, мм | 13 | 15 | 18 | 24 | 29 |
| Продолжительность нагрева, сек | 5 | 7 | 12 | 24 | 40 |
| Максимальная продолжительность технологической паузы, сек | 4 | 4 | 6 | 8 | 8 |
| Продолжительность охлаждения, мин | 2 | 2 | 4 | 6 | 8 |
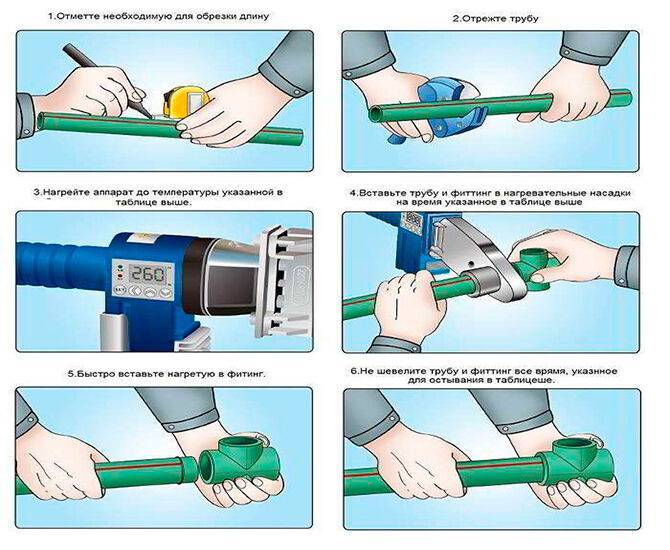
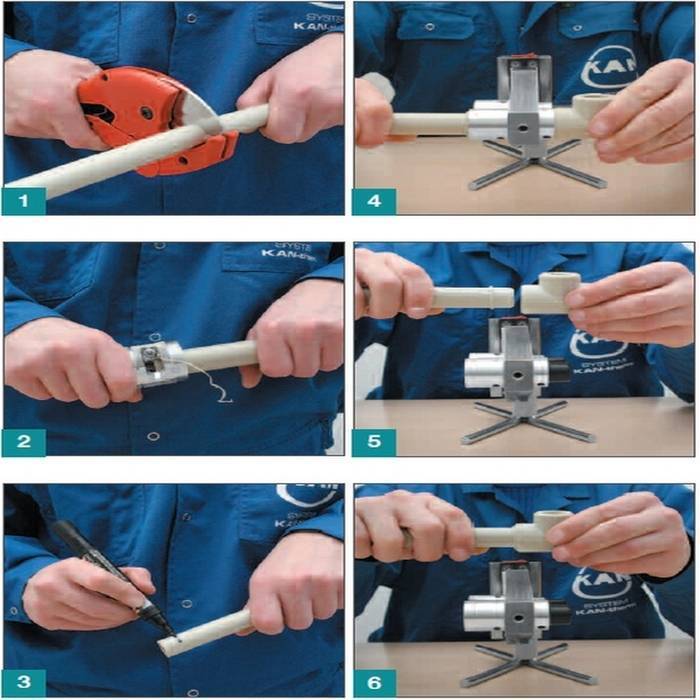
Процесс пайки сводится к следующим операциям:
- Используя специальные ножницы, отрезать трубу необходимой длины, с помощью спиртового раствора очистить от грязи и жира места сочленений;
- Трубу и ответный раструб установить в насадку и прогреть в течение времени, указанного в таблице;
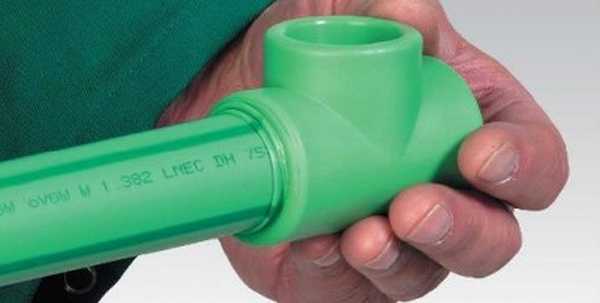
- Разогретые элементы соединить между собой, вставив трубу в раструб. Данная операция должна быть выполнена в течение времени, названного в таблице технологической паузой;
- Выполнив операцию, проверить качество полученного сварного соединения, которое будет заметно в виде пластиковых колечек.

Рекомендации по правильной пайке
Мы только что изложили суть процесса пайки
Однако для обеспечения надежности функционирования трубопровода следует обратить внимание на следующие детали:
- Первую сварочную операцию следует производить по истечении пяти минут после разогрева паяльника.
- При необходимости сварить армированные трубы следует воспользоваться специальным инструментом, называемым шейвером, для того, чтобы снять с трубы алюминий и полипропилен, образующие два верхних слоя. После этого стыковка труб производится по уже описанной методике.
- Сварочные работы необходимо производить только в том случае, когда температура окружающей среды выше нуля.
- Выполнив сварку, дать соединенным трубам остынуть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительный шов получился некачественным, узел необходимо разрезать и процесс сварки выполнить заново.
https://youtube.com/watch?v=Pk8Art6CySc








Работая со сварочным аппаратом, необходимо соблюдать определенные меры предосторожности, несоблюдение которых может сказаться на качестве сварных соединений. В частности, необходимо помнить, что насадки имеют тефлоновое покрытие, предотвращающее образование нагара
По завершении каждой операции оплавленные остатки необходимо с них удалять с помощью деревянной лопаточки. Категорически запрещено удалять остатки материала после охлаждения насадок, поскольку таким образом можно повредить покрытие и вызвать неисправность всего аппарата.