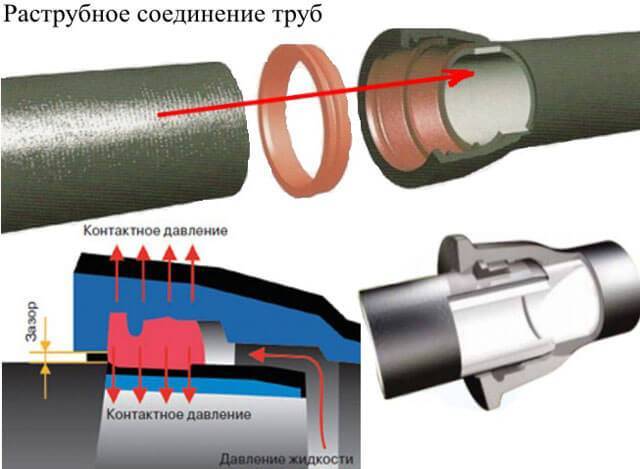
Сварка по технологии «в раструб»
Раструб – это довольно известное название функциональной части трубы, которое предполагает ее расширение на конце. Сварка через раструб предполагает помимо разогрева краевых частей изделий ввод меньшего из них в большее. Раструб на одну из труб можно приварить, либо он там будет сделан еще на этапе производства. В качестве привариваемого раструба обычно используют гладкостенную муфту, а уже в ней свариваются две трубы.
В этом случае сварочные работы обойдутся значительно дороже, чем в предыдущем. Причиной такого роста цены является большее количество создаваемых швов и закупка муфты.
Выполняются работы следующим образом:
- Трубы обрезаются под прямым углом, а затем выравниваются до идеального состояния с использованием ножа для фасок и калибровочного инструмента.
- Затем поверхности очищаются от любых типов загрязнений, а к сварочному аппарату приделывается насадка нужного диаметра.
- Паяльник запускается и прогревается до нужной температуры. Затем муфту надевают на одну насадку соответствующего размера, а трубу вставляют в чашу насадки, естественно, меньшего размера. Как только материал размягчен до оптимальных кондиций, можно состыковать два элемента.
- Затем останется лишь ввести трубу в муфту и зафиксировать их в таком положении на 20-30 секунд.
Все следующие швы делаются по аналогии.
Метод сварки встык
Данный метод позволяет соединять полиэтиленовые трубы сварным швом при помощи специального оборудования для сварки в стык. Сварной шов (или «стык») равен по прочности на разрыв самой полиэтиленовой трубе. Сваркой нагретым инструментом соединяют ПЭ трубы диаметрами от 50 мм до 1600 мм включительно. Стандартные технологические режимы сварки рассчитаны на работы при температуре воздуха от -10оС до +30оС. Если температура воздуха на улице выходит на рамки стандартных температурных интервалов, то сварку полиэтиленовых труб необходимо проводить в укрытие, для соблюдения технологических параметров. Сварку напорных ПНД труб встык разделяют на два основных этапа: подготовительные работы и непосредственно сама сварка. Подготовительный этап включает в себя:
- проверку работоспособности и подготовку к работе сварочного оборудования,
- подготовку места для размещения сварочного оборудования,
- выбор необходимых параметров для сварки,
- закрепление ПЭ труб и центровка в зажимах сварочного аппарата,
- механическую обработку торцов свариваемых поверхностей у труб или деталей.
При подготовке оборудования подбираются вкладыши и зажимы, соответствующие диаметру свариваемой трубы. Рабочие поверхности нагревателя и инструмента для обработки ПЭ труб должны быть очищены от грязи и пыли. Работоспособность оборудования проверяется при визуальном осмотре узлов и комплектующих сварочного аппарата, а также при контрольном включении. У сварочной машины проверяют плавность хода подвижного зажима центратора и работу торцевателя. Размещение сварочного оборудования производят на заранее подготовленной и расчищенной площадке или трассе трубопровода после складирования на ней ПЭ труб. Если необходимо, то место сварки защищают при помощи тентов, чтобы оградиться от атмосферных осадков, песка и пыли. В сырую погоду рекомендуется устанавливать сварочное оборудование на деревянные щиты. А свободный конец полиэтиленовой трубы рекомендуется закрывать инвентарными заглушками для предотвращения сквозняка внутри трубы во время сварки.
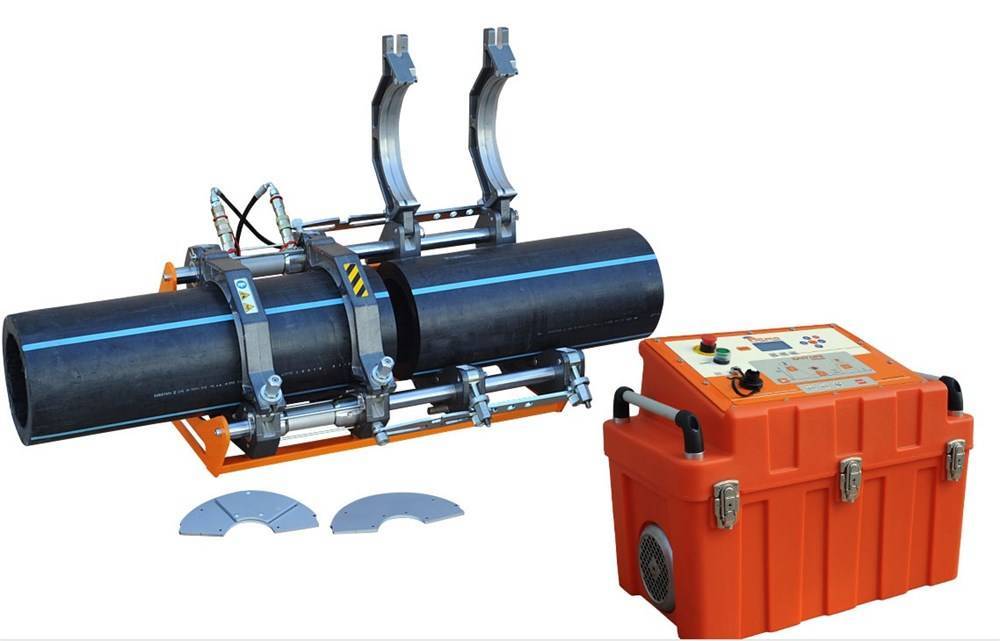
Сборку свариваемых напорных ПНД труб и деталей, включающую установку, центровку и закрепление свариваемых концов, производят в зажимах центратора сварочной машины. Зажимы сварочного аппарата для ПЭ труб стягивают так, чтобы предотвратить проскальзывание труб и устранить, в пределах возможного, овальность на торцах. При сварке ПЭ труб большого диаметра встык, так как они обладают достаточно большим собственным весом, под свободные концы подставляют опоры, чтобы выровнять трубу и не дать возможности смещения свариваемого конца трубы. Последовательность проведения процесса сварки:
- вначале замеряют усилие необходимое для перемещения подвижного зажима с закрепленной трубой,
- устанавливают между торцами труб нагреватель, разогретый до необходимой температуры,
- проводят процесс оплавления, прижимая торцы ПЭ труб к нагревателю, создавая необходимое давление,
- торцы сдавливают некоторое время (по технологии сварки для данной полиэтиленовой трубы) до появления первичного грата высотой от 0,5 до 2,0 мм,
- после появления первичного грата снижают давление и выдерживают его в течении времени, необходимого для прогрева торцов труб,
- после окончания процесса прогрева отводят подвижный зажим центратора на 5-6 см назад и удаляют нагреватель из зоны сварки,
- после удаления нагревателя сводят концы полиэтиленовых труб до соприкосновения, создавая давление необходимое для осадки,
- давление осадки выдерживают в течении времени, необходимого для остывания стыка, а после проводят визуальный контроль полученного сварного шва по размерам и конфигурации наружного грата,
- после маркируют полученный сварной шов.
Способы сварки
Пропиленовые трубы можно условно разделить на три группы в зависимости от размера:
- Маленькие. Трубы диаметром до 60мм. Такие трубы используют в квартире или доме для разводки холодного и горячего водоснабжения. В основном используется диаметр 15 – 20 мм, куда реже 32-40. Диаметр 50 мм в квартире можно встретить только при разводке канализации до стояка или унитаза.
- Средние. От 60 до 110 мм. Это диаметр канализационных труб в зданиях. Диаметр 110 мм используют для прокладки стояков в частных домах или трубопровода на отрезке от унитаза до стояка в квартире. Канализационные полипропиленовые трубы покупаются с уже готовыми пазами под раструбное соединение и паяльник просто не требуется.
- Большие. Свыше 110 мм. Соединения свыше 110 мм для разводки не используются. Такие трубы служат для прокладки магистралей в подвале дома или наружных инженерных сетей.
Маленькие и средние полипропиленовые трубы соединяют паяльником с помощью раструбного метода. Большие трубы паяют стык в стык, для этого пользуются специальным станком, на котором сводят вместе два стыка трубы, надежно их фиксируют и производят нагрев пластика.
Изучите эти сведения перед выбором сварочного аппарата
Выбирая данное устройство необходимо учитывать некоторые параметры
По мощности аппарат подбирается исходя из толщины трубы.К сведению: При устройстве домашнего водопровода размером 50 мл подойдет агрегат, имеющий мощность до одного киловатт. Для трубопроводов больших диаметров потребуется более серьезное приспособление до двух киловатт мощностью.
- Для каждого типоразмера должна быть соответствующая насадка. Для разогревания металлических деталей должен использоваться прибор достаточной мощности. Для домашнего использования подойдут насадки размерами 16, 24 и 32 миллиметра. А вот мастера используют размеры от десяти до ста десяти миллиметров.
- Нагревательный элемент и держатель должен быть установлен внутри прибора. Теплоизоляция гарантирует стабильную работу при паянии. Основной задачей нагревательных аппаратов является расплавление полипропилена, но некоторые приборы могут перегревать материал. Профессиональные паяльники оснащены сложным управлением, контролирующим температуру нагревания.
- Стоимость и качественные показатели аппарата для сварки будут отличаться у разных производителей.
Приборы для новичков
Для бытового устройства водопровода или канализации можно использовать недорогие одноразовые модели. Среди таких паяльников лидирующее место занимает Ресанта аспт 1000. Этим прибором можно сварить полипропиленовые трубы диаметрами от 20 до 63 миллиметров. Рабочей температурой данного прибора является диапазон от пятидесяти до трехсот градусов.
Мощность достигает до одного киловатта. В оснащении аппарата имеется индикатор сети и температуры. Благодаря особому покрытию насадки достаточно долговечны. Паяльник имеет невысокую стоимость, компактен, мало весит. А также у него длинный шнур, что позволяет использовать прибор без каких-либо удлиняющих устройств.
К простым паяльникам также можно отнести энкор асп-1500/20-63. Он очень простой в использовании и подходит для новичков. Им можно нагревать полиэтиленовые трубы разных размеров до трехсот градусов Цельсия. Аппаратом предусмотрено пользование сразу тремя насадками разного диаметра. Термостат регулирует температуру нагревания. Аппарат обладает мощностью до полутора киловатт. В комплектации шесть разных муфт.
Профессиональные аппараты
Для опытных мастеров нужны приборы хорошей мощности. К самым дорогостоящим профессиональным сварочным агрегатам принадлежит устройство германского производства WRM-160 для сваривания трубопроводов размерами от пятидесяти до ста шестидесяти миллиметров. Этот прибор отличает исключительная точность при установке температуры нагревания благодаря наличию термостата. Насадки имеют тефлоновое покрытие. Прибор, имеющий мощность до 1,2 киловатт и рабочую температуру до двухсот шестидесяти градусов. В комплектации имеются насадки и втулки с размерами от пятидесяти до ста шестидесяти миллиметров.
Эти аппараты для сварки являются эффективными помощниками на предприятиях, специализирующихся на водопроводных, канализационных и системах отопления. Пользователи помимо большой стоимости еще выделяют большой вес и размер.
Среди агрегатов выделяют чешских производителей. Приборы Dytron Polys P-4a 1200 W имеют компрессор с контролем и поддержанием температурного режима. Аппарат обладает высоко мощным нагревательным элементом дискового типа.
Наилучшие показатели в соотношении стоимости и характеристики имеет турецкий аппарат CANDAN СМ-05. Пожалуй это устройство обладает самой большой мощностью для сварки полимерных трубопроводов. Она состоит из двухконтурной управляющей системы, имеющей светодиодные индикаторы нагревания. Подходит для трубопроводов от девяносто до ста шестидесяти миллиметров. Показатель рабочей температуры от пятидесяти до трехсот двадцати градусов Цельсия. Сам агрегат изготовлен из нержавеющей стали.
Пользователи положительно отзываются о данном агрегате, считают соответствие стоимости и качества.
Способы сварки
Профессиональные монтажники трубопроводных систем различают несколько видов сварки пэ труб:
- стыковая сварка;
- сварка в раструб;
- электромуфтная сварка.
Стыковая сварка
Такой способ сварки считается наиболее распространенным типом соединения труб. Это обуславливается относительной дешевизной метода (паяльник для стыковой сварки имеет небольшую стоимость) и возможностью соединять трубы различных диаметров от 0,5 см до 120 см.
Для стыковой сварки потребуется пройти несколько этапов:
- подготовить трубы: нарезать в размер и снять фаску с концов;
- разогреть аппарат для сварки труб ПЭ;
- вставить концы труб в подготовленное оборудование и нагреть до нужной температуры;
- одновременно снять оба стыка и соединить между собой;
- подержать до остывания соединения.
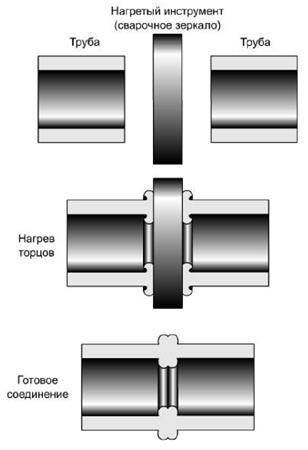
Технология стыковой сварки
Сварка в раструб
Такой способ сварки не получил широкого распространения, хотя соединение труб является надежным. Сварка в раструб подразумевает соединение трубы не напрямую с другой трубой, как при сварке встык, а сварка с муфтой. Так как требуются дополнительные фитинги, то процесс, соответственно, становится дороже.








Наиболее часто такой способ применяется для монтажа трубопровода внутри помещения и при наличии большого количества различных изгибов и ответвлений.

Сварка в раструб
Электромуфтовая сварка
Электромуфтная или электромуфтовая сварка производится с помощью сварочного аппарата и специальных электромуфт. Такой способ соединения труб преимущественно применяется для монтажа длинных трубопроводов, когда произвести сварку встык невозможно и в зонах сейсмической активности.
На место соединения труб надевается муфта, которая подключается к станку для сварки и нагревается вместе с концами труб.
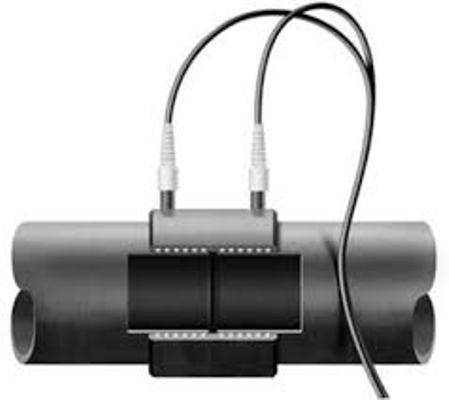
Электромуфтное соединение
Выбор наиболее подходящего метода сварки труб из полиэтилена обуславливается конструкцией системы и воздействием внешних факторов.
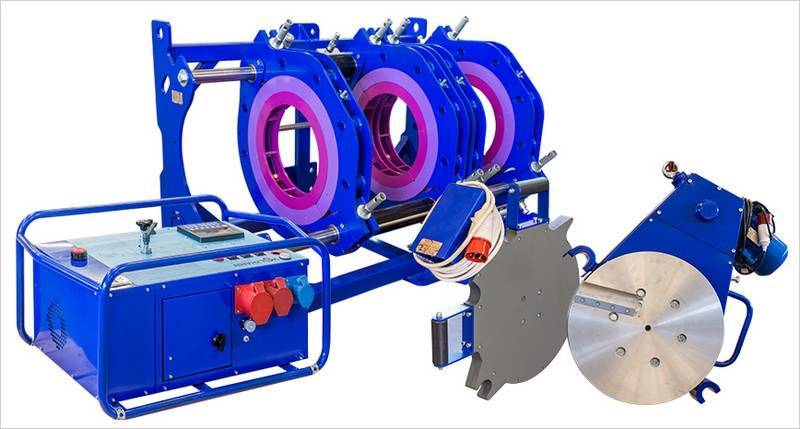
Машины для сварки труб ПНД
Машины для сварки труб ПНД широко используются в сфере строительства и прокладки трубопроводов напорного типа из полимерных материалов, требующих соблюдения основных стандартов ГОСТа и также полиэтиленовых фитингов для них: тройников, отводов, втулок и т.д. Базовым принципом проведения контактно-стыковых сварочных работ является соединение механическим способом с определенным усилием, или с помощью гидравлического привода, и охлаждение под давлением предварительно отшлифованных и подогнанных по диаметру торцов полиэтиленовых труб с дальнейшим нанесением номера стыковочного шва на корректно выполненном грате.
Принцип проведения стыковых сварочных работ достаточно прост и состоит из следующих базовых процедур:
- размещение труб в центраторе сварочной машины;
- торцевание и выравнивание торцов двух свариваемых труб;
- оплавление торцов нагревательным элементом;
- соединение и охлаждение под давлением;
- освобождение труб из зажимов центратора;
- нанесение номера шва.
Центрование по соосности, торцевание и выравнивание, нагревание и прижимание под давлением — это основные функции сварочных машин для сварки труб. В настоящее время в России построено два крупных завода по производству сварочного оборудования и их комплектующих. Современные производственные технологии и опыт ведущих российских и зарубежных инженеров позволяют производить оборудование не сложное по применению и высокое по производству качественного сварочного шва. Российское производство с позиции экономической выгоды держит Низкие Цены при высоком качестве.
Мы готовы предложить сварочные машины следующих производителей с бесплатной доставкой по всей России.
Сварочная машина бывает 3 типов:
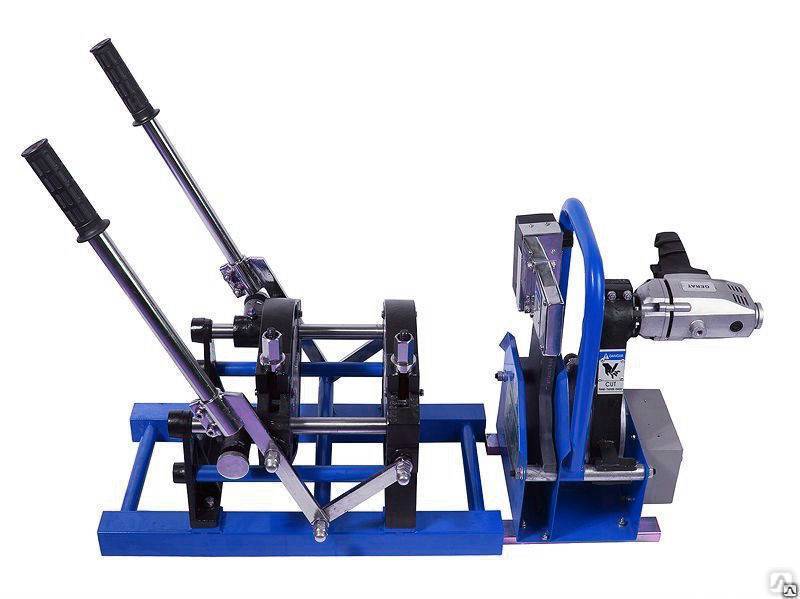
- Ручная, или механическая;
- Полуавтоматическая;
- Автоматическая машина для контролируемой сварки и проведения протоколирования в онлайн режиме, а также возможностью дистанционного управления режима сварки.
Вы можете подобрать наиболее подходящий для Вас способ проведения сварочных работ и приобрести необходимое оборудование предварительно сделав выбор в пользу цены или автоматизации сварки.
Ниже мы описали вкратце процессы и преимущества каждого вида сварочного оборудования:
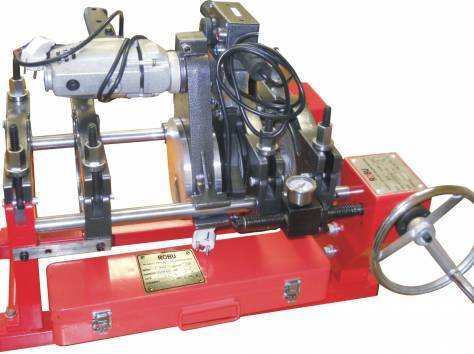
РУЧНАЯ, или МЕХАНИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 32 до 315 мм.
Сварочный процесс: выставление параметров сварки производится вручную согласно таблиц, указанных в инструкциях по сварке. Весь процесс, начиная с позиционирования и заканчивая извлечением сваренных труб происходит вручную.
Преимущество: ЦЕНА, мобильность. Возможность использования в «полевых условиях».
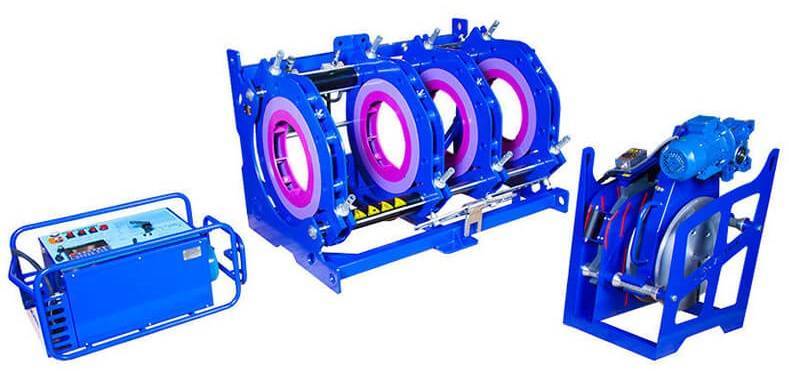
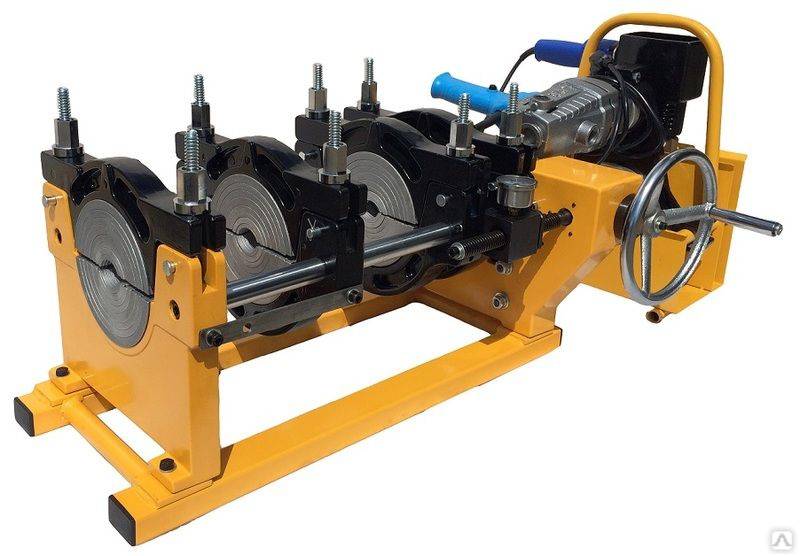
ПОЛУАВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 160 мм до 500 мм
Сварочный процесс: Конструкционной основой полуавтоматических сварочных машин является гидравлический привод центратора. Сварочные параметры задаются специалистами вручную, соединение свариваемых труб производится с помощью гидравлической системы центратора, что позволяет упростить процесс сварки и не требует приложения физической силы со стороны работников. При этом использовать данные аппараты можно при работе с трубами бОльшего диаметра, экономя на цене.
Преимущества: Цена достаточно низкая с учетом наличия гидравлического привода. Возможность использования в «полевых условиях».
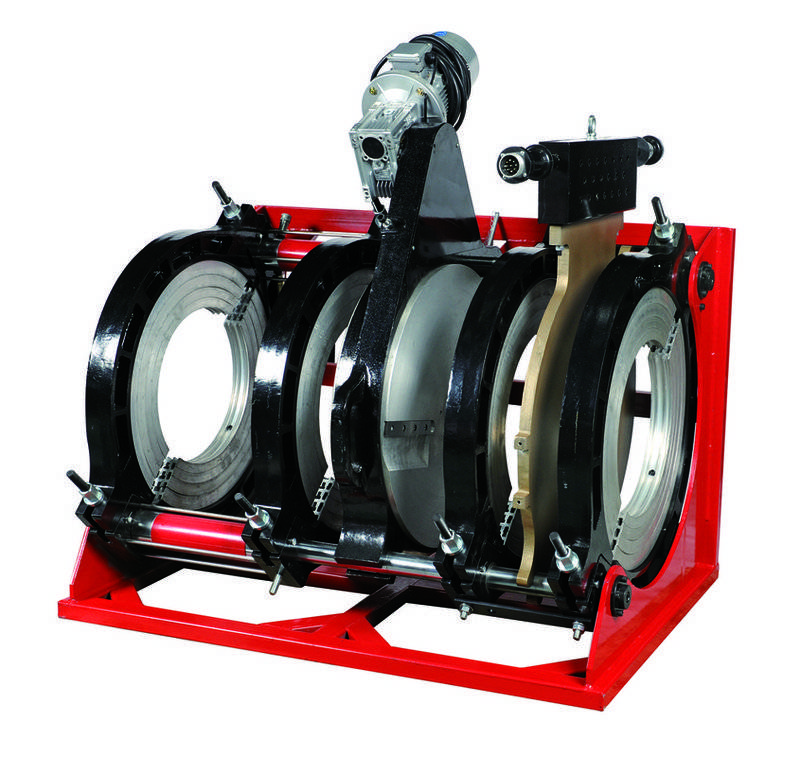
АВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 530 мм до 1600 мм
Сварочный процесс: полностью автоматизированная сварка, производимая под компьютерным управлением. После ввода специалистом в блок управления всех необходимых характеристик трубы (диаметров, материалов изготовления) режим для сваривания устанавливается и настраивается автоматически, позволяя избежать ошибочных настроек со стороны человеческого фактора. Сам процесс центрования, нагревания и сжимания труб производится самостоятельно, без человеческого вмешательства, с последующим выводом циклограммы сварки на протоколере с возможностью последующего переноса на ПК через USB. Более того, управлять процессом сварки возможно дистанционно.









Преимущество: ПРОФЕССИОНАЛЬНОЕ оборудование, позволяющим получать высокое качество и герметичность свариваемых швов. Качество грата во всегда получается без погрешностей и соответствует нормам. Используется для сварки трубопроводов напорного типа, в том числе питьевого водоснабжения, требующие полного соответствия нормам ГОСТа.
По вопросам приобретения оборудования для сварки полиэтиленовых труб звоните:
8.
Будем рады сотрудничать с Вами!
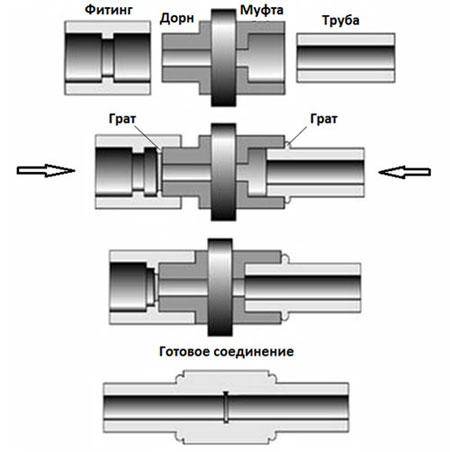
Способы и технология сварки враструб
Сварка пластиковых труб враструб — более надежный способ соединения конструкций. Именно сварка враструб используется при монтаже разводок коммуникаций и ремонте в квартирах и жилых домах. Этот способ подойдет для соединения деталей любого диаметра, но с небольшими работать проще.
Сварка враструб представляет собой соединение трубы с фитингом (отводом, тройником, переходом). С помощью специального инструмента с нагревательной панелью концы соединяемых изделий оплавляются и вставляются друг в друга.
Аппарат для этого способа представляет собой устройство с ручкой и нагревательной панелью клинообразной формы, по обеим сторонам которой расположены насадки в виде валиков для концов трубы и фитинга.
Труба вставляется в муфту, которая нагревает ее наружную часть и немного уменьшает толщину стенок, а фитинг надевается на дорн, оплавляющий его внутренний слой. После достижения нужной температуры (260С) части соединяются.
Существует вариант аппарата с нагревательным элементом, выполненным в виде стрежня.

Кроме самого инструмента, муфт и дорнов, в комплект могут входить торцеватель, калиброватель, фаскосниматель, ножницы для резки и другое дополнительное оборудование.
В процессе сварки внешний слой трубы при надевании муфты нагревается и выдавливается в виде грата. После труба совмещается с нагретым фитингом и их соединяемые слои «намертво» сплавляются.
Электромуфтовая сварка
Если приходится работать в условиях ограниченного пространства, либо сваривать уже проложенные участки коммуникаций, применяется сварка аппаратом со специальными электромуфтами.
Перед началом работы детали обезжириваются и зачищаются
Заготовки помещаются в центратор для идеального выравнивания, затем их концы соединяются при помощи специальной муфты. Внутри этого фитинга располагаются токопроводящие элементы, которые после совмещения с деталями нагреваются и происходит сплавление муфты с концами труб.
Ручной аппарат для сварки
Состоит из:
- Блока питания;
- Трансформатора;
- Блока управления.
- Фитингов для электросварных муфт.
Все настройки в этом варианте оборудования вводятся оператором вручную, в соответствии со специальными таблицами.
Автомат
Те же составные части, но выбор параметров сварки происходит автоматически. Оператору нужно только ввести данные соединяемых изделий, все остальное сделает машина.
Какая страна производитель лучше
Я начал работать дорогим чешским сварочным агрегатом, потом перешёл на дешёвые турецкие и китайские аппараты. За последние 10 лет у меня было больше 20 разнообразных паяльников для пайки полипропиленовых труб. Ниже я расскажу о каждом из них, а потом подведу итог и обосную в каком случае нужно покупать тот или иной аппарат.
Турецкие
У всех турецких сварочных аппаратов для пластиковых труб, которые мне встречались, было 2 проблемы: некачественные, плохие насадки и плохой терморегулятор. Когда у меня не было денег на хороший паяльник, я покупал турецкий сварочник и сразу к нему покупал хорошие чешские насадки.
С турецких насадок, которые шли в комплекте, буквально через неделю слазил тефлоновый слой. Когда проблемы с тефлоном на насадках, сваривать трубы очень тяжело: они плохо заходят в насадку и сварной стык в большинстве случаев получится некачественным и, скорее всего, потечёт.
Исключение составляет аппарат для раструбной сварки VALTEC.
После покупки этого паяльника тефлон с насадок слез через 2 часа работы. Нагревающий элемент разболтался и высыпались изоляторы. Я им проработал всего 2 часа после покупки. Сваривал полипропиленовые трубы, диаметром 25 мм. Не рекомендую к покупке!










Из турецких сварочников для пропиленовых труб мне больше всего понравился аппарат для раструбной сварки CANDAN. Не могу сказать, что этот паяльник хорош, но он достаточно живуч и прочен.
Китайские
Главное достоинство — необычная форма нагревательного элемента.
На обычных сварочниках насадки размещаются одна за другой и если нужно в труднодоступном месте сваривать сначала пластиковые трубы 20 мм, а потом 25 мм, то приходится менять насадки местами. Иначе не подлезть. А этим паяльником удобно работать: перевернул и работаешь 20 насадкой, ещё раз перевернул и паяешь 25 насадкой.
Но у этого паяльника так сделан нагревательный элемент, что больше 40 мм насадки на него лучше не ставить. Я им довольно долго работал, и мне кажется, что для труб 20 и 25 мм, это то, что надо. Для больших диаметров лучше использовать другие сварочные агрегаты.
Некоторые монтажники считают, это бытовая модель, но я им работал на стройках по 8-10 часов в день по несколько недель подряд и он нормально работал.
Чешские
Из чешских свароников для пластиковых труб у меня были только Ecoplastic и Dytron. Хотя, по сути, это один и тот же паяльник. Dytron много лет выпускал свои аппараты для сварки полипропиленовых труб для бренда Ecoplastic.
Только для Экопластика они делали зелёную ручку, а все сварочники под брендом Дитрон получали синюю ручку.
Этот паяльник лучший из всех, которые у меня были.
Во-первых, в комплекте идут хорошие непарные насадки. Их ещё иногда называют колодочного типа. Во-вторых, хорошая комплектация: у меня в комплекте насадки от 20 до 63 диаметра, насадка для стыковой пайки труб, очень удобная подставка. Которую можно держать ногой.
Зажимные тиски, которые можно прикрутить к паяльнику и затем закрепить его практически в любом месте, для удобства сварки. У этого сварочного аппарата защищённый от расплавления электрический кабель, который не плавится, если до него дотронется насадка.
Ещё в нём есть звуковая функция звукового оповещения времени сварки, которой мало кто пользуется. Главное, что он точно (плюс минус 1,5°С) держит выставленную температуру. Мало какие другие паяльники так могут. А для качества сварки это самый важный параметр.
Немецкие
Я один раз видел коллег со сварочными аппаратами для полипропилена Rothenberger.
Ребята хвастались какой у них замечательный паяльник, но я заметил, что он подозрительно похож на паяльник, который стоит в 3 раза дешевле. О нём сейчас и расскажу.
Лучший из бюджетных
Был у меня ещё один паяльник, который мне понравился по качеству и надёжности. Это аппарат для сварки ппр Heisskraft.
Им довольно много работали на стройках как я, так и другие бригады. Он не разболтался, не появилось люфтов. Насадки в комплекте у него неплохие. Не знаю, где его делают, поэтому вынес его в отдельный пункт.
Сварочное оборудование для полиэтиленовых труб в Севастополе
Добро пожаловать на сайт компании-производителя полиэтиленовых труб «Синтез Пайп»! У нас вы найдете сварочный аппарат для полиэтиленовых труб — безопасный в эксплуатации, надежный и долговечный. При монтаже полиэтиленового трубопровода Вам не обойтись без этого универсального оборудования!
Неважно, какого диаметра полиэтиленовые трубы — у нас есть оборудование для сварки труб любых размеров. Для небольшого диаметра подойдет аппарат стыковой сварки полиэтиленовых труб, а для большого диаметра мы посоветуем сварочный станок
Основные достоинства стыковой сварки:
- Доступная цена. У нас вы приобретете сварочный аппарат для сварки полиэтиленовых труб по демократичной цене.
- Прочность. Место сварки становится практически таким же прочным, как и сама труба. Оно не разрушится и не даст течь. А сам аппарат для сварки полиэтиленовых труб прослужит не один год.
- Универсальность. Вам не придется приобретать разные аппараты для труб разного диаметра. Достаточно приобрести один сварочный аппарат для пнд труб, который выполнит всю работу.
- Минимум времени на работу. Весь процесс сварки происходит очень быстро и не требует от рабочих специфических знаний.
- Низкое энергопотребление. Любой аппарат стыковой сварки пнд является довольно экономным, при этом отличается высокой производительностью.
Качественный аппарат для сварки пнд труб в Севастополе
Качественное и проверенное оборудование для сварки — важнейшее условие надежного трубопровода из полиэтилена. Для этой цели мы предложим стыковой сварочный аппарат для полиэтиленовых труб и все необходимое оборудование и аксессуары, включая фитинги полиэтиленовые.










На стихийных рынках Вы не сможете найти действительно качественный аппарат, который прослужит долгие годы. Зато продукция «Синтез Пайп» удивит Вас европейским качеством, долговечностью и демократичной ценой. Наш сварочный аппарат пнд — лидер в оборудовании для сварки ПЭ труб, что подтверждается большим списком постоянных клиентов.
Мы будем счастливы видеть Вас в числе клиентов компании «Синтез Пайп»!
Сварочное оборудование для полиэтиленовых труб в Севастополе Сварочные аппараты для полиэтиленовых (ПЭ/ПНД) труб от компании ",Синтез Пайп",. Сварочное оборудование со склада и на заказ. Звоните 8 (800) 500–88-74
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат
В этом ракурсе стоит обращать внимание на следующие аспекты:. Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат
С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ
Паяльник для технологии враструб
Одной из самых простых методик соединения труб ПНД является сварка враструб. Раструбом называют часть изделия, которое имеет расширение на конце. Во время процедуры соединения обе детали сначала разогревают, а потом меньший край изделия вводят в больший. Для ее выполнения используют специальный паяльник для ПНД труб, который профессионалы в этой области назвали «утюгом». Он используется, когда нужно проложить трубопровод относительно небольшого диаметра.
 К достоинствам этой методики относят:
К достоинствам этой методики относят:
- надежность монтажа;
- Безопасность;
- практичность инструментов, которые не требуют комплексного обслуживания;
- легкость проведения работ.
Сварку враструб делают следующим образом:
- Поверхность очищается от посторонних загрязнений.
- К утюгу приделывают насадку необходимого диаметра.
- Паяльник разогревается до нужной температуры.
- К насадке крепят трубы в соответствии с их размерами.
- При размягчении материала, их вынимают из насадки и объединяют между собой.
- Конструкция фиксируется на 20-30 секунд для остывания.
Стыковые сварочные аппараты для полиэтиленовых труб
Уже более 20 лет под брендом Nowatech в Польше выпускается профессиональное оборудование, предназначенное для качественной сварки полимерных труб и фитингов, в том числе полиэтиленовых (ПЭ, ПНД, PE-RT). Аппараты для сварки встык отличаются простотой управления, скрупулезно продуманной конструкцией, эргономичным дизайном. Цена на оборудование на сегодняшний день остается наиболее привлекательной среди аппаратов европейского производства.
Завод выпускает четыре серийных модификации сварочных машин:
от 216 110 ₽
от 341 600 ₽
3 Nowatech ZHCN-E – полуавтоматические гидравлические стыковые сварочные аппараты с электронным управлением и функцией протоколирования параметров сварки
от 546 825 ₽
от 681 400 ₽
8-800-550-08-85 +7
Основные элементы аппаратов стыковой сварки Nowatech

Центратор UMSN/UMSN-R Центраторы сварочных аппаратов Nowatech имеют относительно малый вес. Часто это позволяет осуществлять погрузку и транспортировку аппарата к месту сварки вручную в тех случаях, когда для транспортировки аппаратов других производителей уже потребуется специальное подъемное оборудование.







Торцеватель FRDN Устройство обладает легковесной алюминиевой конструкцией. Ножи торцевателя заточены с обеих сторон. В случае, если одна из сторон затупилась, лезвие можно перевернуть на 180° и использовать вторую сторону. На каждом торцевателе имеется надежная страховочная система для исключения случайного запуска вне центратора.

Нагреватель PGEN Нагреватели аппаратов для сварки встык Nowatech оборудованы сменным покрытием из PTFE ткани. Данный материал обеспечивает исключительную легкость отрыва торцов свариваемых труб от нагревателя, в том числе при сварке труб большого диаметра – никаких специальных приспособлений не требуется. Температуру нагревателя регулирует микропроцессорная система.Стенд PNRN для размещения нагревателя и торцевателя Стенд обеспечивает удобство транспортировки компонентов, защиту от загрязнений, притупления ножей торцевателя во время перевозки. Тепловые экраны уменьшают время, за которое нагреватель достигает заданной температуры, и оберегают оператора машины от ожогов.
Как работают аппараты стыковой сварки полиэтиленовых труб
Сварка ПЭ труб и фитингов встык – это соединение 2-х торцов полимерных изделий, нагретых до нужной температуры, с последующим сжатием нагретых торцов с соответствующим усилием, без применения дополнительных соединяющих элементов. Условием правильного выполнения процесса сварки встык является обеспечение технологического контроля параметров, таких как:
- усилие прижима (достигается путем регулирования давления в гидроцилиндрах сварочного аппарата);
температура нагрева;
продолжительность последовательных этапов технологического процесса.
Процесс стыковой сварки труб может быть разбит на пять основных этапов:
- Подготовка труб. Установка и закрепление труб в центраторе и на роликовых опорах. Определение давления перемещения, затем – процедура торцевания.
- Предварительный нагрев (до возникновения начального грата) и основной нагрев.
- Извлечение нагревателя.
- Соединение труб и достижение давления сварки.
- Охлаждение сварного соединения.
Свариваемые трубы (фитинги) должны быть выполнены из одного материала (PE80, PE100, PERT и пр.), совпадать по диаметру и SDR, а также принадлежать к одному классу давления.
предлагает лучшие цены на стыковые сварочные аппараты марки Nowatech всех представленных в каталоге моделей.