Сваривание труб
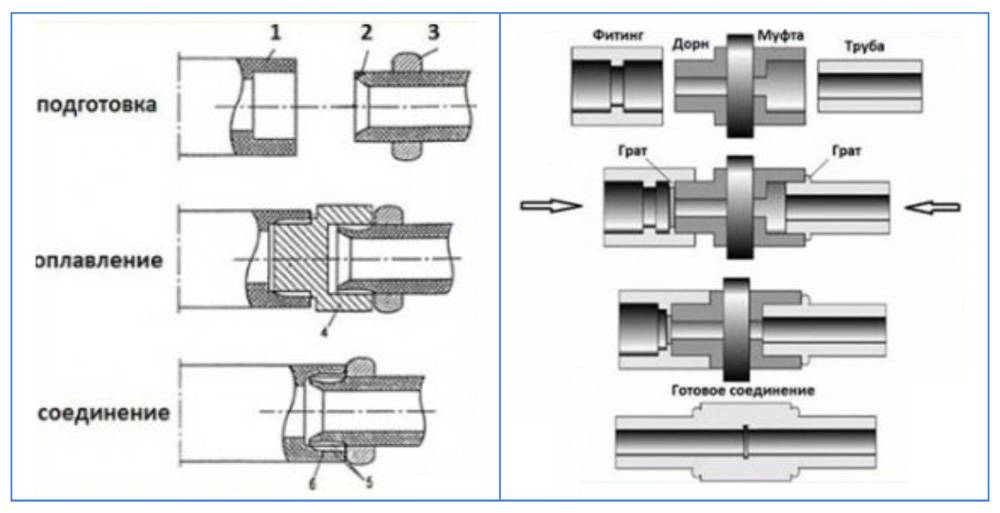
Стыковка составляющих трубопроводной магистрали заключается в их обязательном нагревании и оперативном соединении частей. Для сварки труб используют бытовые аппараты мощностью до киловатта, которой вполне достаточно для оперативного и безупречного разогрева материала. В промышленном производстве применяют более сильные и дорогостоящие приборы. Покупая для этих целей специальный паяльник, вы дополнительно получаете насадки к трубам всевозможных диаметров. Трубу из полипропилена нужно прогревать снаружи, а фитинги − изнутри.
Как пользоваться паяльником? Во-первых, его нужно подключить к электросети и установить требуемую для разогрева температуру, которая зависит от величины поперечных сечений подлежащих свариванию пластиковых труб. Средняя температура варьирует от +250̊ до +270̊C.
Во-вторых, необходимо обязательно надеть защитные перчатки во избежание ожогов даже при малейшем касании к раскаленным деталям
При сваривании труб в домашних условиях важно соблюдать осторожность и основные требования техники безопасности
Как грамотно паять – важные нюансы пайки:
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Особенности полипропилена
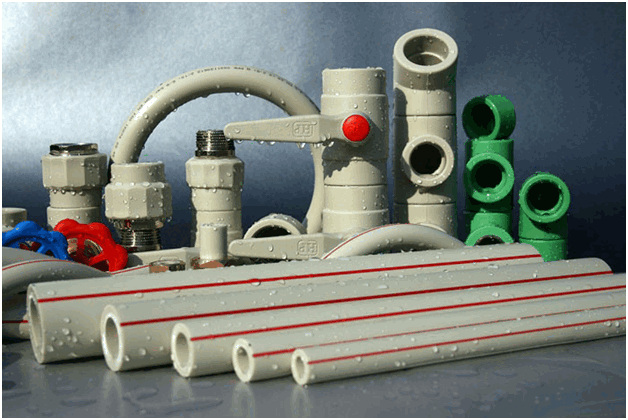
Чтобы сделать долговечный трубопровод, необходимо подобрать качественный материал. Раньше системы изготавливали из оцинковки, нержавеющей стали, чугуна. Со временем эти материалы вытеснил полипропилен. Он совместил в себе сильные стороны металлов, но цена на изделия стала ниже.
Данный материал подходит для изготовления водопроводов горячего, холодного водоснабжения
Важно учитывать тот факт, что система не должна работать при высоких температурах длительное время. Иначе это приведет к разрушению конструкции. Трубки из полипропилена можно закладывать в бетонные стяжки, крепить снаружи стен
Трубки из полипропилена можно закладывать в бетонные стяжки, крепить снаружи стен.
Как паять – описание технологии процесса для начинающих
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена
Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.






Внутренняя или наружная прокладка
Одно из преимуществ полипропиленового водопровода — его можно без проблем замоноличивать в стены и пол. Этот материал не подвергается коррозии, не реагирует ни с какими материалами, не проводит блуждающие токи. В общем, если соединение сделано правильно, можно без проблем трубы прятать в стену или в пол. Вся загвоздка в том, чтобы качественно сделать соединение.
Полипропиленовый водопровод можно прятать в стены или в пол
Чтобы удостовериться в том, что собранная система не потечет, ее проверяют — проводят опрессовку избыточным давлением. Для этого есть специальные аппараты. Они подключаются, закачивают воду, повышают давление. Под этим давлением водопровод оставляют на несколько дней. Если никаких протечек не обнаружилось, значит при рабочем давлении все работать будет долго и без проблем.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и
всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус
несколько градусов – не нужно делать температуру больше положенного!
Некоторые “ухари”, для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и
существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и
пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая “жопка” на жаргоне сантехников – запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически
низкого напора воды или плохому нагреву отопительных приборов. Появляются “жопки” в результате превышения температуры и времени пайки – выставил высокую температуру на паяльнике или слишком
долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы – нормальная температура пайки и качественный полипропилен заставляют немного
напрягаться!
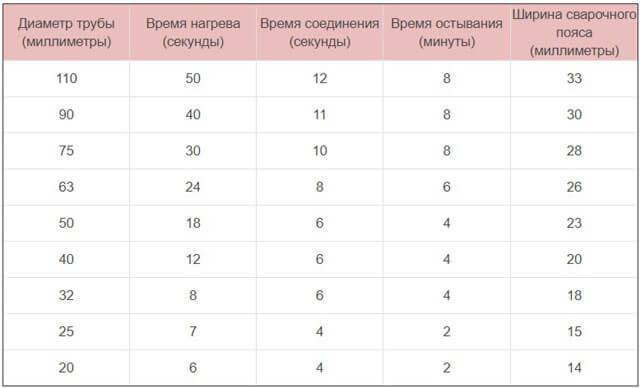
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены
в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение “пейзаж” или измените масштаб браузера.
Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры
окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить
простую истину – пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при
температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется “ощущение” материала, чувство недогретого или перегретого паяльника. Только
тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух
свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм.
6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю,
что пауза сильно зависит от конкретного материала – полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Этап второй. Сварка полипропиленовых труб
Сварка полипропиленовых труб
Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.
Сварочный аппарат
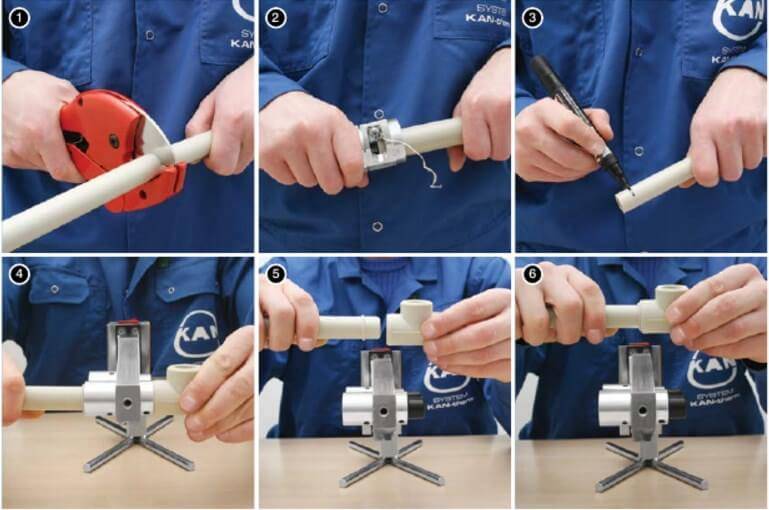
Шаг первый. Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.
Ножницы для резки полипропиленовых труб
Шаг второй. Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.



Шаг третий. С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
Ошибки при сварке полипропиленовых труб встык
Шаг четвертый. ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
Таблица технологической паузы
Шаг пятый. По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.
Процесс сварки полипропиленовых труб
Шаг шестой. На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.
Сварка полипропиленовых трубСварка полипропиленовых труб
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший сварочный аппарат стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:
- термальную пасту для компьютеров;
- утюг старой модели;
- болт, шайбу к нему;
- электрическую дрель;
гильзу (насадку) нужного диаметра.
Последовательность действий должна быть следующей.
Шаг первый. С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй. Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий. Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый. Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология пайки идентична описанной выше.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не
стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не
рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам – что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует
температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку
можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет
приобретение новой.
Тем не менее, временно выйти из положения при слишком “липкой” насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы
и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа – то следует использовать обводы или
комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб – это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором
усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту “кочергу” руками.
Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие
не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного
поворота, соединение не будет в одной плоскости.
Второй способ – нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться
более, чем на 5°.





Как спаять полипропиленовые трубы если нет свободного хода? Существуют различные варианты, в зависимости от конкретной ситуации. Это и использование 2 паяльников,
и применение разъемных соединений, и прочее. Однако если монтаж выполняется не на “парадном” участке трубопровода, то самым простым решением будет выполнение обвода. В
самом простом воплощении можно обойтись 2 лишними углами 90 градусов. Весь смысл в том, что если мы не можем раздвинуть трубы по горизонтали, напаяв 2 уголка, мы можем
сварить их между собой по вертикали или в другой плоскости.
Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть
воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся
давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко
выскакивает при подаче давления.
Совет: если во время сварки было слышно шипение воды на насадке – узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять
течь в будущем, с кучей вылезших проблем!
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
<?php echo rating_bar(’26id’,5); ?>
Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре
При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов
При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева
Основные параметры сварки труб ПП
Время нагревания полипропиленовых труб в процессе сварки не имеет линейной зависимости. Комплектация оборудования для сварки может быть дополнена примерной таблицей от производителя. В ней указываются значения температурного режима аппарата для пайки труб из полипропилена и время, в течение которого трубки фиксируются в насадке.




Главным условием, обеспечивающим качественное выполнение сварных швов, является одновременный прогрев соединяемых элементов. Если невозможно выполнить это условие, то допускается поочередное нагревание частей. При этом на первую часть должно быть затрачено больше времени, чтобы она не успевала остыть, пока нагревается вторая часть.
С помощью обычной рулетки отмеряют нужную длину материала и ставят маркером отметку места, где будет выполнен рез трубы. Используя строительный уровень, легко можно проверить правильность сборки системы отопления.
Отмечая линию реза, важно учитывать, что часть трубы будет скрыта соединительной муфтой или фитингом. Иногда на двухметровом прямом участке трубы можно увидеть несколько соединительных муфт
К такому результату приводят действия, выполненные начинающим мастером. Поэтому следует помнить, что монтаж системы отопления лучше доверить более опытным специалистам.

Самостоятельный монтаж отопления из полипропиленовых труб не исключает совершения неправильных действий. Благодаря низкой стоимости материала можно в любое время исправить совершенные ошибки. Полученный опыт поможет в будущем безупречно выполнять монтаж водопроводной и отопительной системы.
В чем особенность пропиленовых труб, используемых в отопительных системах
С момента появления пропилена на рынке отопительного оборудования процесс организации внутридомовых коммуникаций стал значительно проще и дешевле. В отличие от металлических труб трубопровод из полипропиленовых расходных материалов обходится в 3-5 раз дешевле. Причем за счет доступной стоимости изделий уже можно не экономить на протяженности линий коммуникаций. Раньше, именно фактор высокой стоимости расходных материалов, являлся основной причиной того, что отопление в доме делалось по минимуму, с существенными технологическими и конструктивными ограничениями.
Прокладка труб отопительного контура с использованием пропиленовых изделий позволяет оборудовать полноценное домашнее отопление, которое способно обогреть все жилые помещения. Невысокая стоимость пропиленовых расходных материалов стала результатом низкой себестоимости производственного процесса. Однако это еще не все преимущества, которыми обладают расходные материалы из полимеров. Остановимся на некоторых других важных аспектах. К примеру, полипропиленовые трубы — это:
- устойчивость к высоким температурам;
- хорошая сопротивляемость механическим нагрузкам;
- устойчивость к коррозийным процессам;
- высокие эксплуатационные характеристики;
- длительные сроки эксплуатации;
- экологическая безопасность.
Из всего перечисленного особо стоит выделить термоустойчивость полипропилена. Материал начинает менять свою структуру и форму только при очень высоких температурах. При достижении отметки в 140С увеличивается пластичность материала. Полипропилен легко меняет форму. На отметке в 175С полипропилен начинает плавиться. Такая особенность вещества является ключевой для его промышленного использования. В системах отопления температура теплоносителя может достигать максимальной отметки в 95С, что вполне соответствует технологическим параметрам полипропиленовых изделиям.
*Добавление в состав полимеров определенных стабилизаторов делает пропиленовые трубы устойчивыми к коррозии, к воздействию агрессивных сред, к динамическим нагрузкам. За счет этих компонентов существенно увеличиваются сроки эксплуатации пропиленовых трубопроводов.
Полипропилен обладает высокой водостойкостью, что позволяет использовать трубы из этого материала, прокладывая жидкостные коммуникации, включая водопровод и отопительный контур.
Несмотря на массу положительных свойств, и характеристик, полипропиленовые трубы имеют один недостаток, который при несоблюдении технологии укладки, может негативно отразиться на состоянии магистрали. Речь идет о высоком коэффициенте теплового расширения. Этот аспект необходимо учитывать, выбирая расходные материалы для отопительного контура.
Благодаря таким качествам и свойствам полимеров, трубы из полипропилена стали прекрасной альтернативой использованию металлических расходных материалов и изделий из металлопластика. Единственное условие, которое позволит максимально использовать все положительные качества полипропиленовых труб – это правильный монтаж отопления.
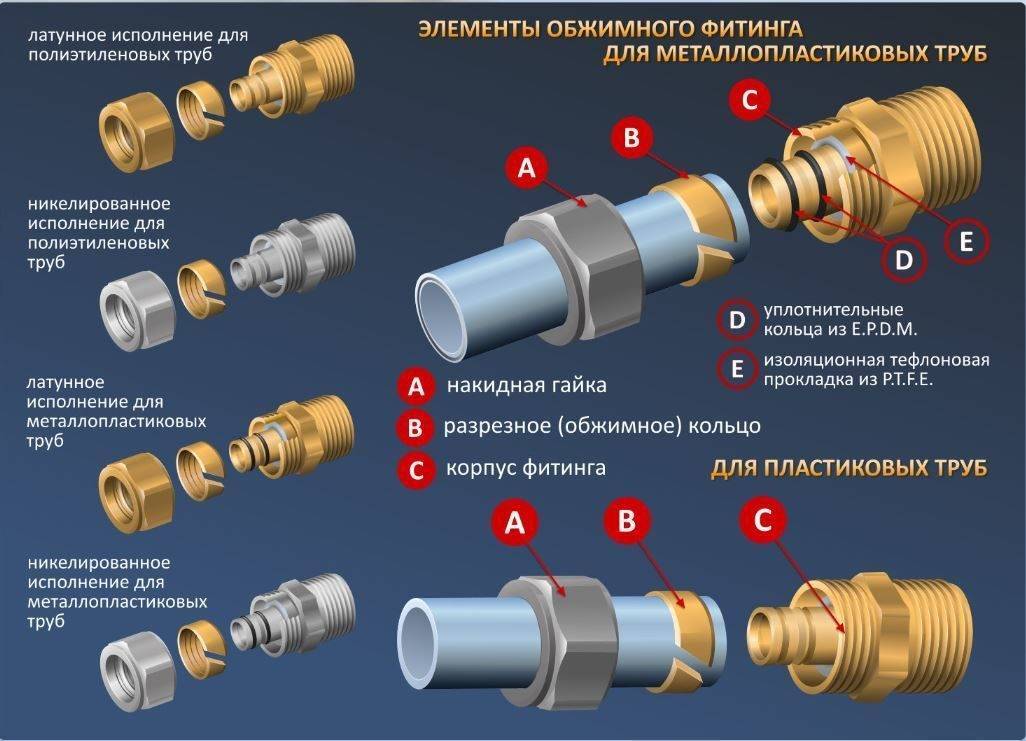
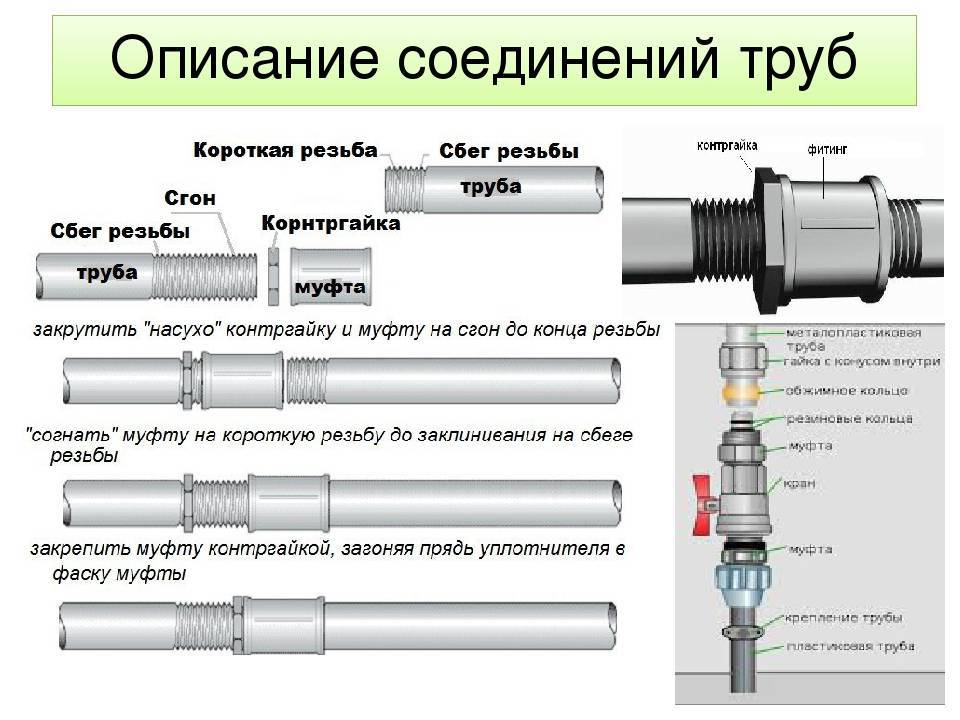
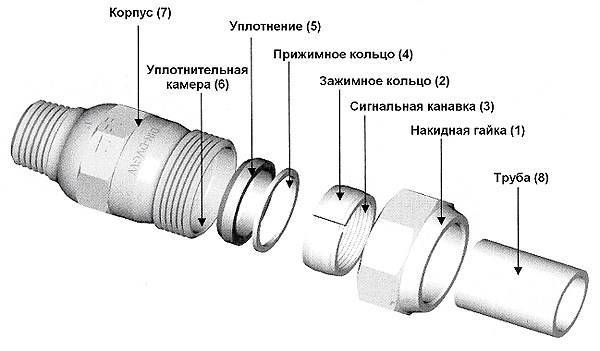
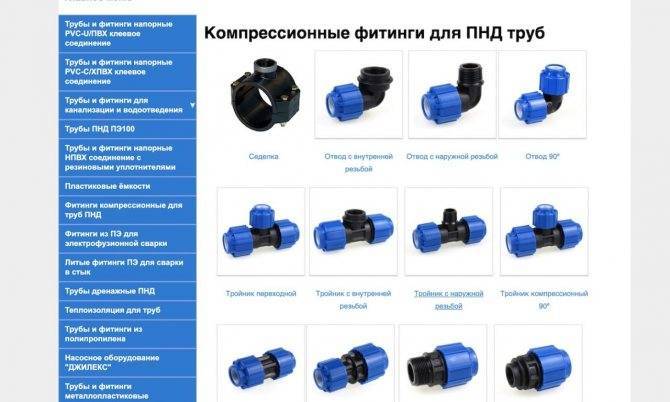
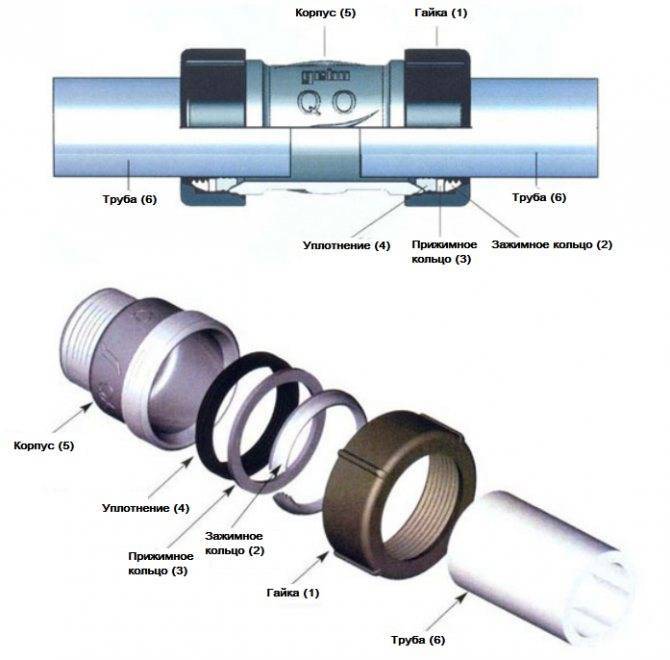
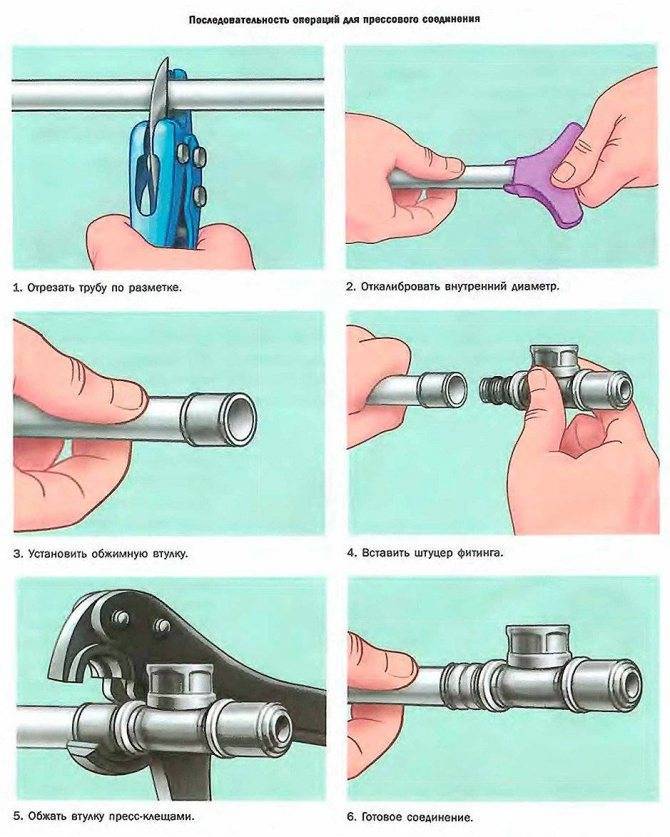
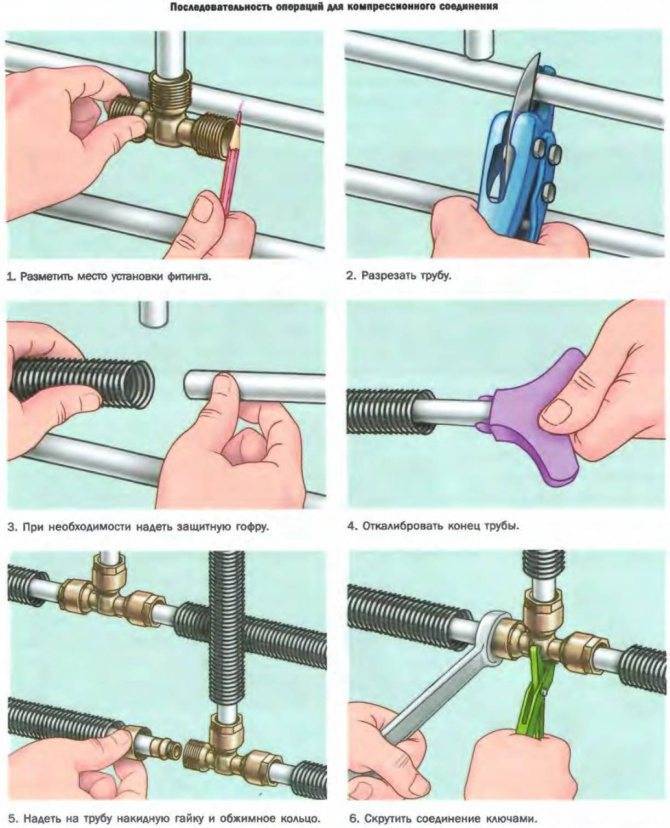
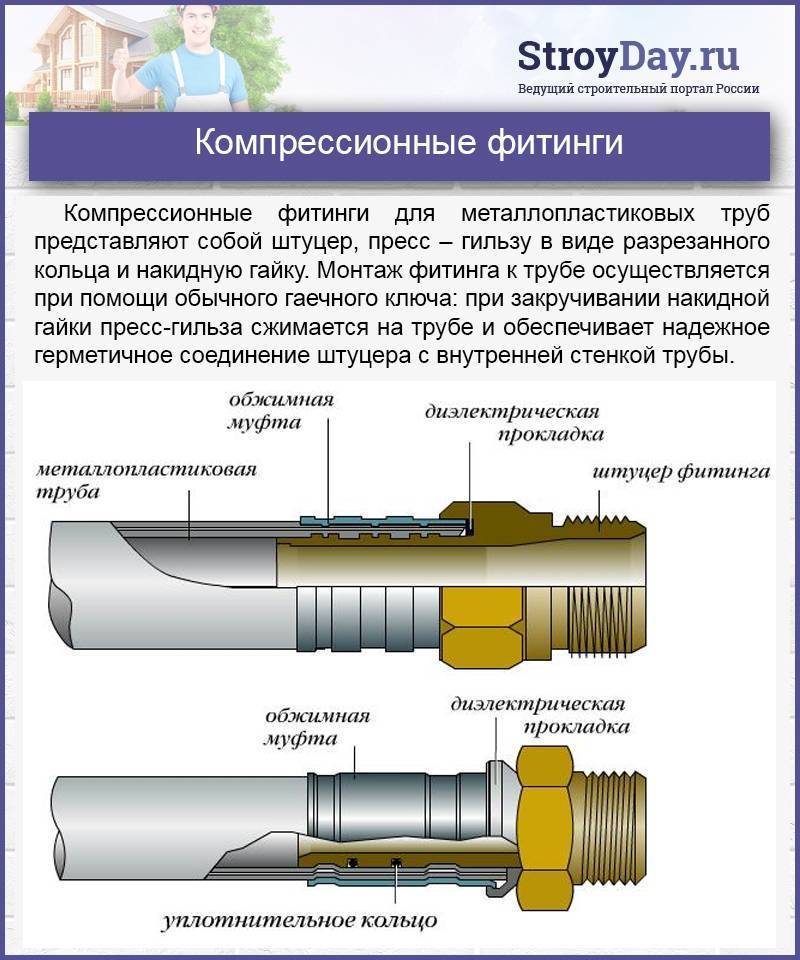
Соединительные элементы для ПП труб
При монтаже используются комплектующие из того же материала, что и изделия:
- Муфты соединяют прямые длинные отрезки труб.
- Тройник используется для разветвления системы.
- Угол – для соединения отрезков под углом в девяносто или сорок пять градусов.
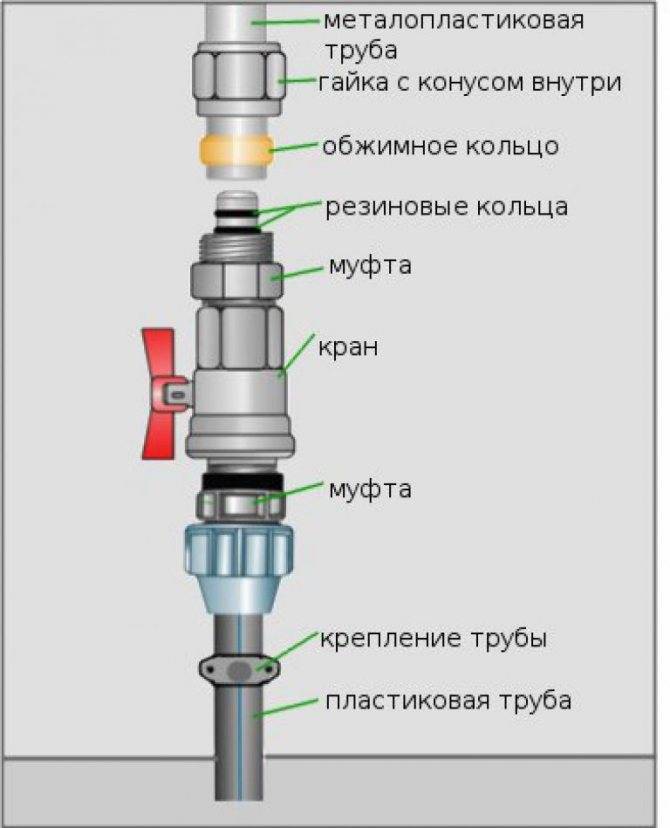
Все дополнительные элементы, которые используются для соединения, переходов, разветвления и поворотов называются фитингами. Они бывают двух видов: резьбовые и ввариваемые (нерезьбовые). Изделия с резьбой разделяются на разъемные и неразъемные. Для обычной стыковки двух отрезков при монтаже системы отопления используются нерезьбовые фитинги. А для присоединения счетчика – фитинги с резьбой.
Правила сварки труб между собой
Порядок работы при соединении труб из полипропилена между собой путем сварки должен быть следующим:
- Для начала следует насадить фитинг на специально предназначенный для этого нагревательный штырь, а с обратной стороны вставить трубу в гильзу.
- После этого детали следует продержать на паяльнике такое количество времени, чтобы они в достаточной степени размягчились и были готовы для скрепления между собой (как правило, это время зависит от толщины трубных стенок). При желании фото с параметрами сроков выдержки изделий на паяльнике всегда можно найти у специалистов по монтажу такого оборудования.
- Далее, сняв детали с нагревателя, их требуется быстро и плотно соединить друг с другом путем сжатия.
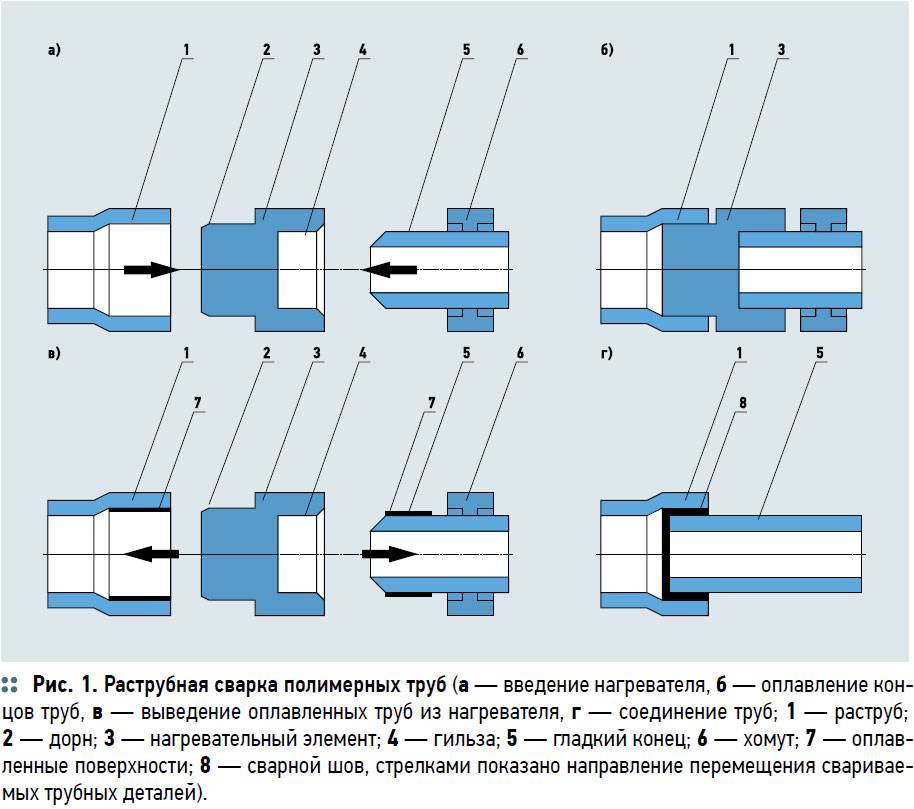
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Пошаговая инструкция сварки ПП-труб
Когда продумана схема, закуплено все необходимое, приступают к сварке.
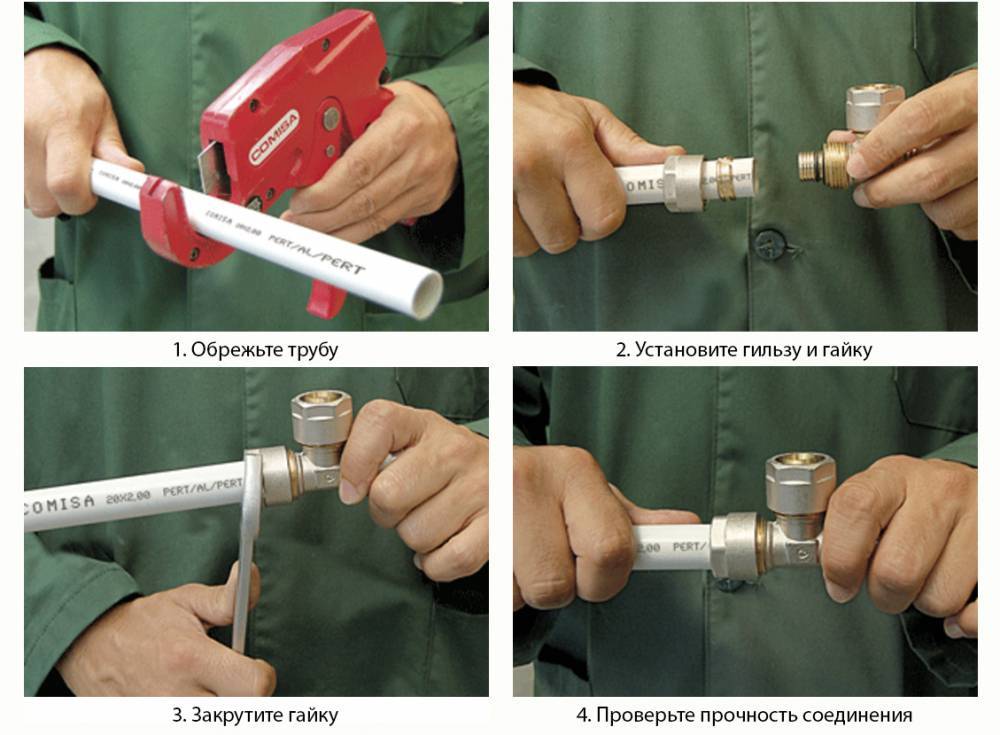
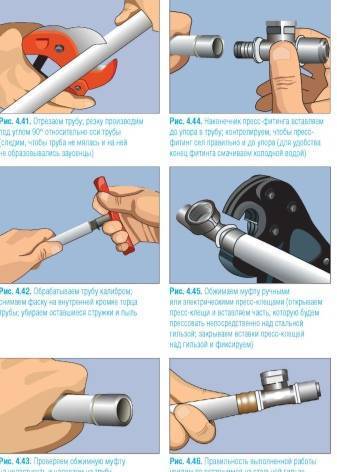
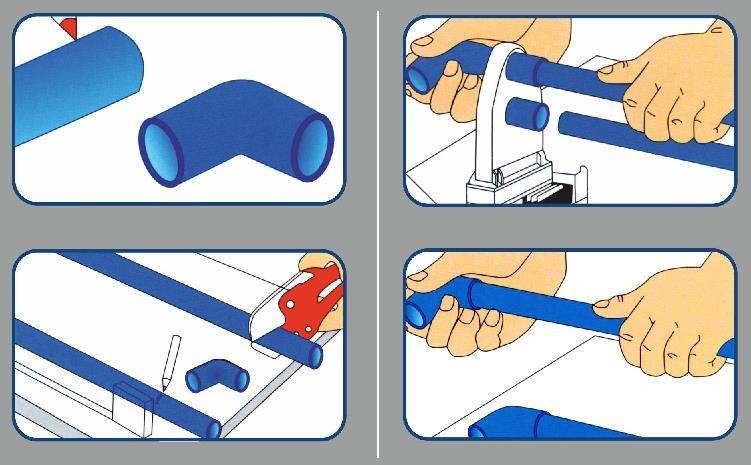
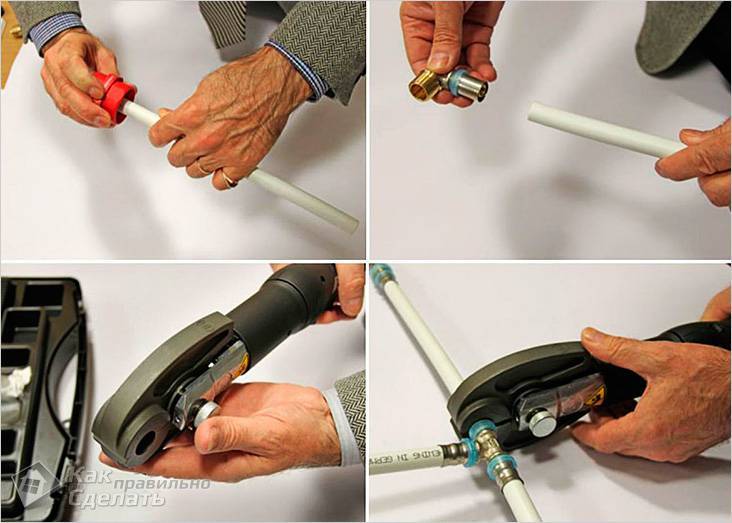
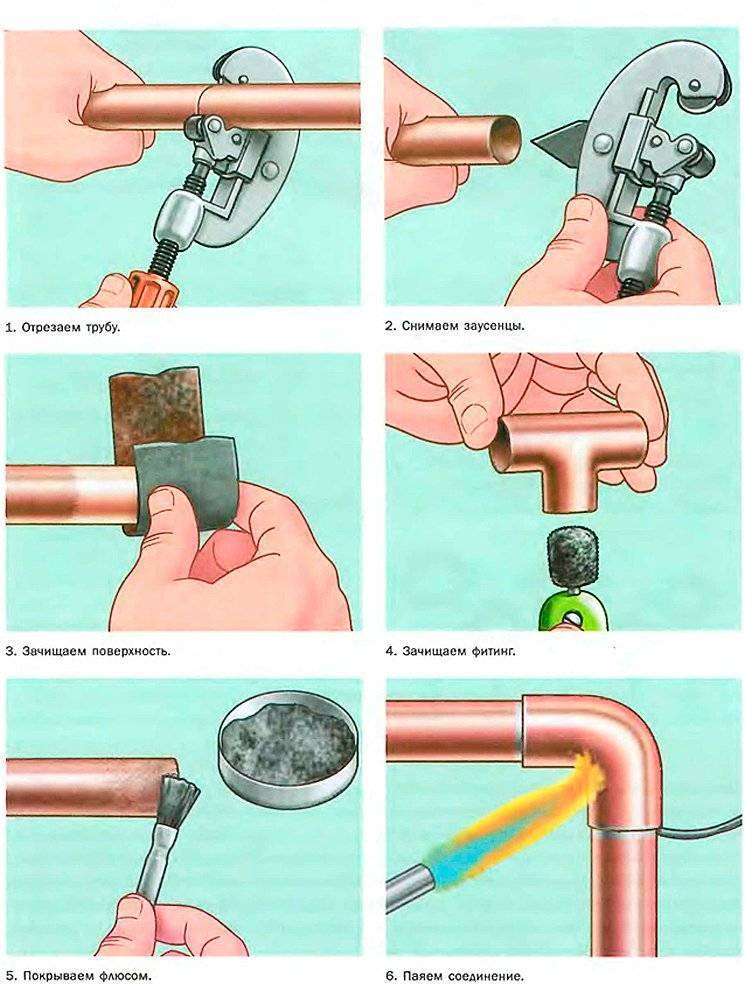
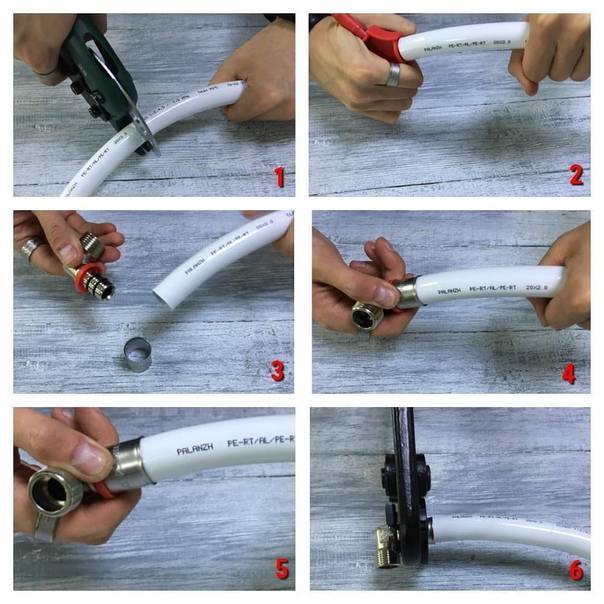
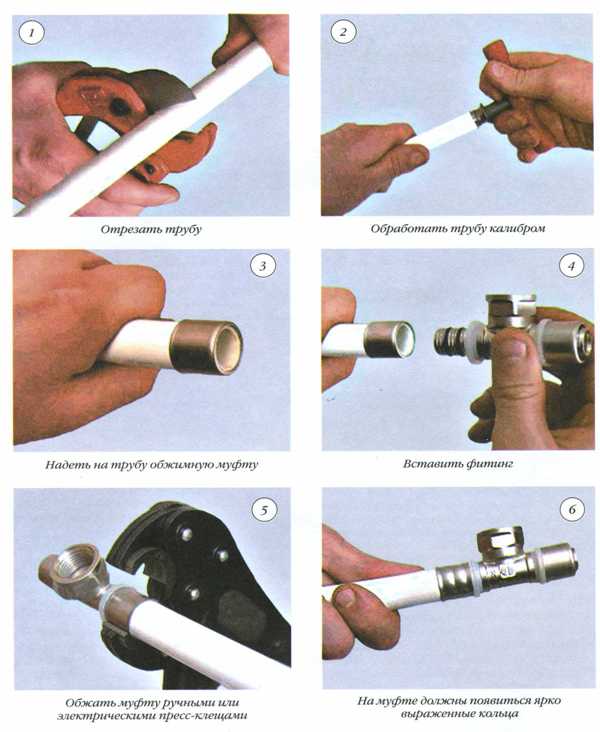
Обрезка труб
Используют труборез, который обеспечивает ровный торец без скосов. Можно применить ножовку по металлу, уложив трубу в стусло. Если отрезать неровно, на более длинном конце образуется при пайке наплыв, который перекроет часть внутреннего прохода.








Труборез устроен так, что, прижимаясь широким основанием к изделию, обеспечивает прямой угол
Выбирая инструмент, обращают внимание, какой максимальный диаметр доступен
Обработка трубы и формирование фаски
Пошаговая инструкция сварки полипропиленовых труб.
С обрезанной трубы удаляют заусеницы и формируют фаску с той стороны, которая войдет в раструб фитинга.
Существует много видов калибраторов, фаскоснимателей, насадок для шуруповертов, которые справляются с этой задачей.
С армированных алюминием труб снимают верхний слой и фольгу. Используют шейвер — цилиндр с ручками. Он предназначен для изделий одного диаметра.
После проделанных операций детали вытирают, удаляя пыль и абразивы, которые портят насадку. Ее тоже очищают, осматривают, не остался ли внутри расплавленный пластик.
Проводят разметку глубины посадки ПП в фитинг. У изделий разного диаметра сварной стык углубляется неодинаково. Измеряют этот параметр и наносят маркером метку на трубное изделие. Если посадить слишком глубоко, сужается проход.
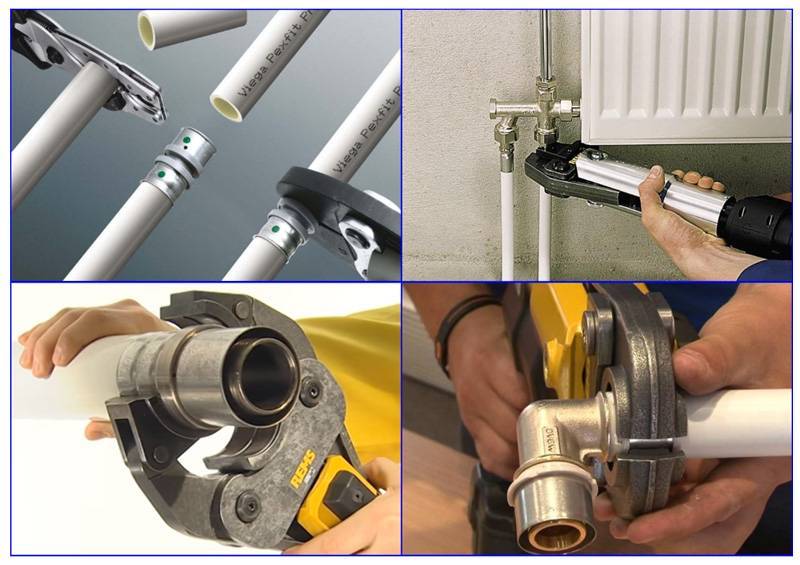
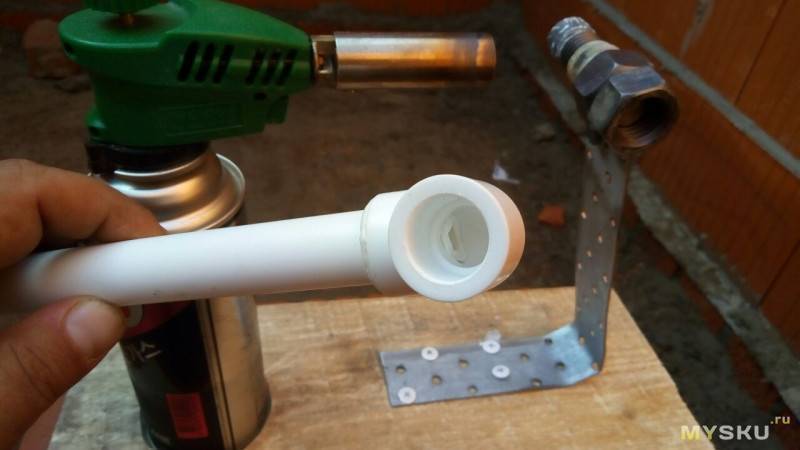
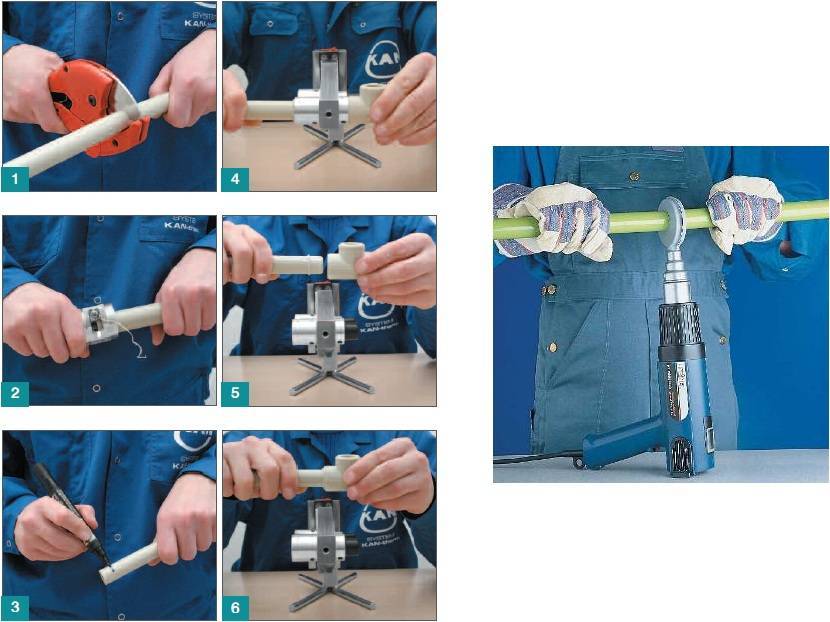
Подготовка паяльника
Аппарат для сварки располагают в удобном месте и прочно закрепляют. Если в конструкции не предусмотрена фиксация, лучше работать с помощником, чтобы руки были свободными. Затем устанавливают насадку, включают питание. Паяльник нагревается, на что требуется около 10 минут.
Рабочая температура пайки +260°С. Это оптимальный режим для полипропилена и щадящий для тефлоновых насадок. Начинающему мастеру лучше купить инструмент без установки температуры — она задана изготовителем. Когда аппарат нагреется, загорится зеленый светодиод или погаснет красный — в зависимости от модели.
Нагрев и соединение деталей
Таблица нагрева и соединенных деталей.
После подготовки деталей и прогрева паяльника начинают сварку:
- Фитинг и трубу одновременно надевают на прогретую до рабочей температуры насадку. Вставляются они с небольшим усилием, потому что насадки имеют небольшую конусность. Заготовку продавливают до упора.
- Время ожидания зависит от диаметра изделий. Пользуются таблицей, которая есть в инструкции к инструменту. Нарушение норм приводит к браку — уменьшается внутренний диаметр от чрезмерно разогретого пластика, который образует наплыв. Впоследствии снижается циркуляция воды.
- Извлекают элементы, плавно вставляют трубу в фитинг до метки. Держат 5 секунд, затем отпускают. Это время, за которое можно исправить ошибку. Проворачивать горячие изделия можно не более чем на 10°.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.
Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.