Дополнительные элементы для монтажа
Перед тем, как начать монтаж полипропиленовых труб, инструкция показывает, что потребуются некоторые дополнительные элементы:
полипропиленовые трубы — практически любое решение
- повороты – детали, необходимые для изменения направления трубопровода. Могут иметь различные углы сгиба;
- резьбовая муфта – может иметь наружную или внутреннюю резьбу. С помощью этого элемента можно произвести соединение полипропиленовых труб с насосом, счетчиком или другим сантехническим приспособлением;
- колено – согнутая под определенным углом деталь, оснащенная резьбой. Применяется для объединения пластиковых и металлических труб в единую систему, для установки кранов, а также монтажа трубопровода на горизонтальную поверхность. Этот элемент может иметь «ушки» для крепления к стене;
- соединительная муфта – с ее помощью можно починить полипропиленовые трубы для водопровода или соединить детали на прямом участке системы. Также с помощью этой детали производится врезка в полипропиленовую трубу тройника или другой дополнительной детали;
- обводки – аккуратно загнутый отрезок трубы, который можно использовать в местах пересечения;
- клипсы – необходимы для присоединения трубопроводной системы к вертикальной поверхности;
- мерилон – утеплительный материал, необходимый при проведении скрытого водопровода. Он помогает избавляться от конденсата, что увеличивает срок службы полипропиленовых труб.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Особенности монтажа
Пайка полипропиленовых труб ведется с помощью тепловой контактной или электроимпульсной сварки. Термопластичный полимер на соединяемых участках при нагреве размягчается, а при затвердевании образует монолитный стык. Узлы являются неразборными.
Для тепловой сварки используется специальный паяльник с греющими насадками различного диаметра. Оптимальная температура пайки полипропиленовых труб 260-300°С. При сборке системы рекомендуется применять изделия одного производителя, что гарантирует совместимость труб и фитингов по диаметру и химическому составу.

При монтаже используются:
- муфты, тройники, углы, переходники, отводы, обводы из ППР;
- комбинированные изделия для соединения с металлом;
- шаровые краны;
- обратные клапаны;
- фильтры;
- водорозетки.

К стене трубопровод крепится с помощью кронштейнов, хомутов, опор.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
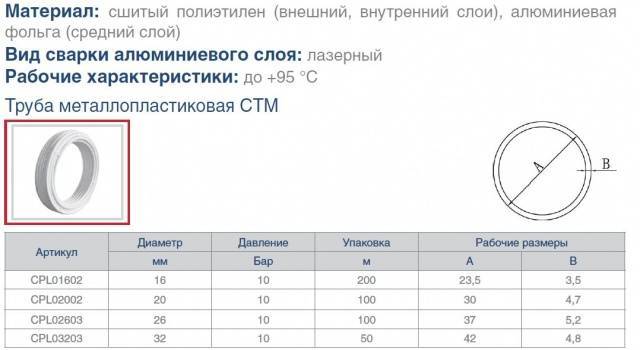
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.







Советы специалистов
Для выполнения пайки труб из пластика требуется некоторая сноровка. Поэтому первый совет специалистов — потренироваться на пайке небольших ненужных отрезков труб. Кроме того рекомендуется:
- выбирать для работы паяльник мощностью не более 1,2 кВт;
- после спаивания каждой детали производить очистку насадки от приставшего пластика, иначе он деформирует шов последующих соединений;
- для очистки нагревательного элемента от расплавленного пластика выбирать только деревянный инструмент, так как металлический может поцарапать поверхность насадки;
- если какое-то соединение вызывает даже малейшее сомнение в качественном исполнении, его необходимо обязательно вырезать и сварить новый стык;
- состав материала трубной стенки в месте сварного шва должен быть максимально однородным, поэтому желательно использовать только трубы и фитинги одного производителя.
Тепловое удлинение
Данный показатель обозначает изменения линейных размеров во время нагрева. Длинный и прямой участок трубы во время нагрева провисает и покрывается волнами. Установку отопительных систем либо систем подвода горячей воды не стоит делать от перекрытия до закрытия одним участком. В противном случае в стояке появится напряжение, что может привести к деформации трубы. Как паять отопительные трубы, чтобы не допустить проблем:
- Выбирать для подвода воды трубы с покрытием армирования, как уже было выше сказано. Показатель теплового удлинения у этого вида изделия в пять раз меньше, нежели у неармированных, при этом, больше значение максимального давления.
- Устанавливать компенсаторы – изгибы мест трубы в виде буквы «П». В этом случае эластичная пластмасса будет прямой при удлинении, потому что ножки у изгиба станут сближаться. Для установки отопительной системы специалисты советуют применять оба описанных варианта.
Паяльники для пайки ПП труб
Начинается инструкция по пайке полипропиленовых труб с этапа выбора инструмента, которым будут производиться монтажные работы. Если учесть, что между собой все сегменты труб объединяются посредством пайки, то нужно подобрать эффективный паяльник.
Иногда говорят, что полипропиленовые трубы свариваются между собой, но это ошибочное заявление, поскольку способ их соединения называется пайкой и никак иначе. Использование различных механических креплений (прессовых фитингов или резьбы) вовсе исключается из-за своей непригодности для монтажа ППР труб.
Современные сварочные аппараты для ПП труб различаются лишь формой нагревателя:
- круглого сечения;
- плоский (внешне немного схож с простым утюгом, отчего его так периодически и называют).
Фактически между некоторыми разновидностями аппаратов для сварки, посредством которых может быть выполнена пайка полипропиленовых труб, имеются лишь различия в конструкции. Если речь идет о круглом нагревателе, то на него надеваются тефлоновые насадки под трубы и закрепляются по принципу хомута, а плоская конструкция предполагает накручивание насадок с двух сторон. Других особенностей у этих инструментов нет, а задачу они выполняют одну – пайка пропиленовых труб своими руками с высокой эффективностью и скоростью.

Лучшие наборы содержат в себе не только приспособление для пайки полипропиленовых труб и полный комплект насадок к нему, но еще и набор дополнительных инструментов и защитных средств:
- специальные ножницы для резки ПП труб под прямым углом;
- ключ-шестигранник;
- отвертка (крест);
- измерительная рулетка;
- перчатки.
По стандарту нагревательный элемент делают таким, чтобы на него можно было установить 2-3 насадки разных размеров. Это значительно облегчает работу и позволяет выполнять монтаж системы, в которой сочетаются трубы с различными сечениями.










Основные правила пайки полипропиленовых труб
Для получения качественных показателей таких, как герметичность сваренного узла, сохранение внутреннего диаметра в местах состыковки деталей, эстетичный вид и т. д., необходимо учитывать следующие правила.
Место соединения должно быть сухим и чистым от грязи
Часто, на практике, возникает ситуация когда нужно в имеющуюся пластиковую разводку впаять фитинг. Хотя трубопровод и оборудован общим краном, но из-за износа, до конца не может выполнить своего предназначения. В таких ситуациях поступления воды вместо соединения неизбежно. Для устранения утечки на время спаивания элементов можно предпринять следующие шаги:
Шаг 1. Перекрыть общую задвижку подачи воды, через смеситель спустить остаток воды в канализацию, отрезать трубопровод в месте состыковки с учетом глубины погружения, слить воду, осушить место и произвести сварку узлов. В этом случае, желательно, заменить неисправную запорную арматуру.
Шаг 2. Временно остановить истечение жидкости можно при помощи вымещения или осушения водяного столба из трубопровода, если подача воды при этом на какое-то время прекращается (достаточно и 30 сек.). Если утечку нельзя остановить, тогда внутренняя полость водопровода заделывается хлебной мякотью, а после сваривания ее удаляют через ближайший смеситель, но перед этим, с его сливной трубки откручивается фильтр. В качестве пробки не рекомендуется использовать туалетную бумагу, она плохо выходит из трубопровода.
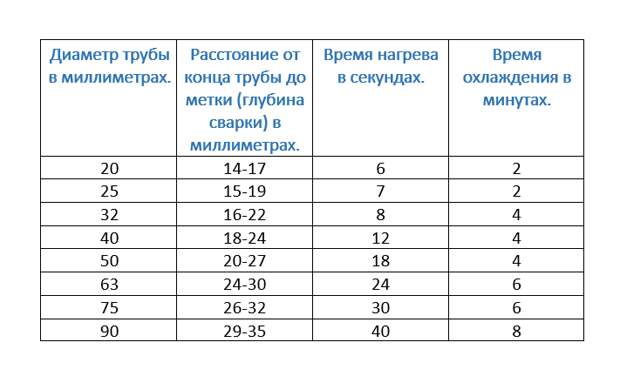
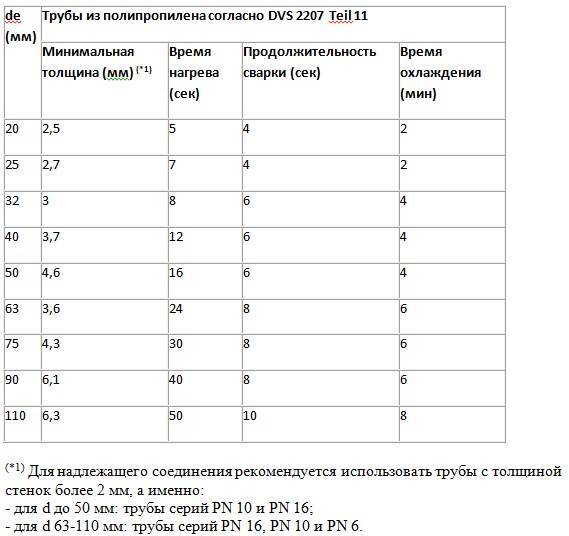
Не перегревайте места соединения
Из-за чрезмерного перегрева уменьшается сечение трубопровода, и соответственно снижается интенсивность подачи воды или теплоносителя. Перегрев может возникнуть в результате не соблюдения температуры сваривания и времени выдержки деталей в насадке. В таблице 1 представлены данные по получению качественного шва для некоторых размеров труб.

Насадка паяльника должна быть надежно зафиксирована
Шатающийся биток в процессе работы с деталями повреждает нагревательную поверхность паяльника и способствует образованию несоосной состыковки.
После соединения элементов не вращайте и не перемещайте их более чем на 5 градусов
Для получения равномерной диффузии желательно после соединения не вращать и не выравнивать спаянные элементы в течение времени застывания шва.
Движение заготовки в битке должно быть прямолинейное
Другие движения могут способствовать снижению прочности шва. Место спая, конечно же, выдержит давление воды в центральной магистрали, которое обычно находится в пределах 2 – 3 бара, но при номинальном давлении (10, 20, 25 бар), возможно, будет пропускать жидкость.









Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
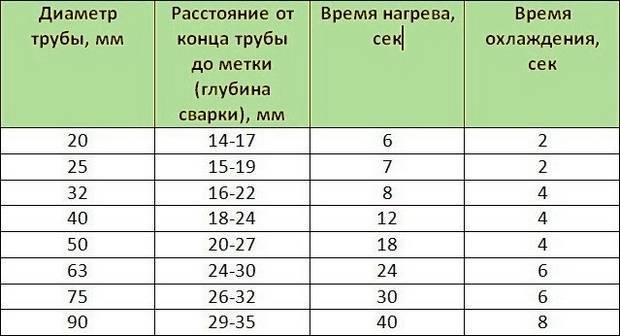
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
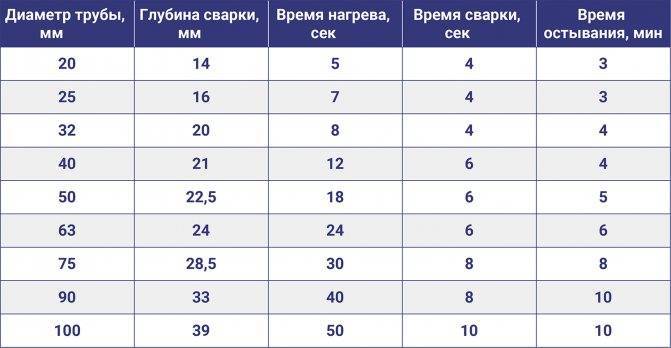
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Что необходимо для сварки полипропиленовых труб
Главное, что нужно купить или арендовать – это сварочный аппарат (паяльник) для полипропиленовых изделий. Вероятно, у вас есть знакомый, который одолжит вам его временно. Для владельцев же загородных домов, хозяйственных построек и бань, где будет водопровод, он просто необходим. Так как можно не только проложить любой полипропиленовый водопровод, но и, если нужно, отремонтировать его. Помимо этого нужно иметь:
- Тефлоновые насадки для паяльника диаметром 16, 20, 25, 32, 40 миллиметров. Выбор насадок для пайки зависит от особенностей систем водоснабжения или отопления. При помощи них делается одновременное расплавление элементов соединяемых частей, которые после соединяются друг с другом.
- Угольник, линейка, рулетка.
- Средство для обезжиривания соединительных частей.
- Нож.
- Карандаш.
- Ветошь.
- Напильник.
Арматура и фитинги для пайки
С выбором необходимых фитингов проблем не должно появиться. В продаже есть все, что требуется для укладки любого водопровода: тройники, косые и прямые уголки, переходники, крестовины, муфты, компенсаторы различных конструкций и диаметров.
Помимо этого, в ассортименте есть фитинги с хромированными залитыми металлическими вкладышами. Это позволяет с легкостью подключить любую сантехнику или подключиться к медному или стальному водопроводу, без помощи специалистов.
Пайка, монтаж и соединение труб из полипропилена
С учетом диаметра и способа сварки рекомендуется использовать такие типы соединения:
- Стыковые — для трубопровода диаметром больше 63 миллиметров.
- Раструбные (муфтовые) – для трубопровода диаметром меньше 63 миллиметров.
При устройстве трубопровода в частном доме или бане раструбная сварка — это основной вид пайки, потому как трубы сечением больше 50 миллиметров нет смысла ставить. Для магистральных линий подходит сечение 40 или 50 миллиметров, а для отводного водопровода 16–32 миллиметра.
Варианты соединения полипропиленовых труб
Пайка седел – это вид стыковой пайки, когда к цилиндрической поверхности трубы вваривается под прямым углом специальное седло с раструбом. После выдержки спаянного узла через седло делается отверстие в трубе. После к седлу вваривается вторая труба. Так, получается сообщающаяся Т-образная конструкция.
Стыковая пайка используется, если необходимо спаять встык трубы диаметром больше 50 миллиметров с толщиной стенок больше 4 миллиметров. В частном строительстве данный вид сварки почти не применяется.








Раструбная сварка труб сечением не больше 40 миллиметров делается с помощью паяльника с необходимыми насадками. Сварка изделий с сечением больше 40 миллиметров требует использование специального аппарата с центрирующими насадками.
Подготовка паяльника, фитингов и труб к работе
Перед пайкой все посадочные участки арматуры обязаны быть очищены от грязи и обезжирены. Нужно проверить, чтобы в деталях не было брака: разностенности, овальности, трещин и так далее.
Внешний диаметр трубы обязан быть больше внутреннего сечения раструба фитинга. Если в холодном положении можно соединить стыковочный узел, то это обозначает, что или фитинг с браком, или труба меньше нужного диаметра.
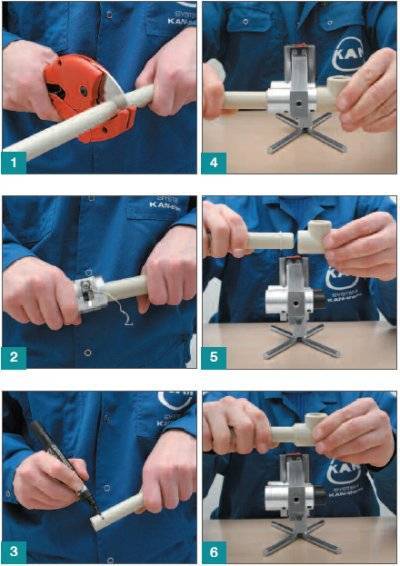
Обрезать труборезом (ножницами) трубу в требуемый размер таким образом, чтобы плоскость среза находилась перпендикулярно оси.
Если находится слой армирования, то шейвером зачистить трубу, чтобы его полностью удалить. Последующие работы происходят так же, как и для обычной трубы.
Ножом или ножовкой проделать небольшую фаску по внешнему диаметру, чтобы труба при углублении в раструб не сделала задиров. Если образовались заусенцы на внутренней части трубы, то их нужно тоже убрать ножом, чтобы не мешали циркуляции воды.
Паяльник надежно крепится в удобном месте для работы, после на него одеваются необходимые тефлоновые насадки, которые крепятся при помощи винтов. Лишь после этого сварочный аппарат можно включать в сеть. Через 7–15 минут, когда индикатор покажет готовность к сварке, нужно аккуратно почистить ветошью рабочие плоскости насадок.
Для пайки деталей в труднодоступных участках водопровода, к примеру, сверху помещения, нужно продумать то, куда положить паяльник после прогрева стыковочных элементов, потому как две руки будут заняты их креплением.
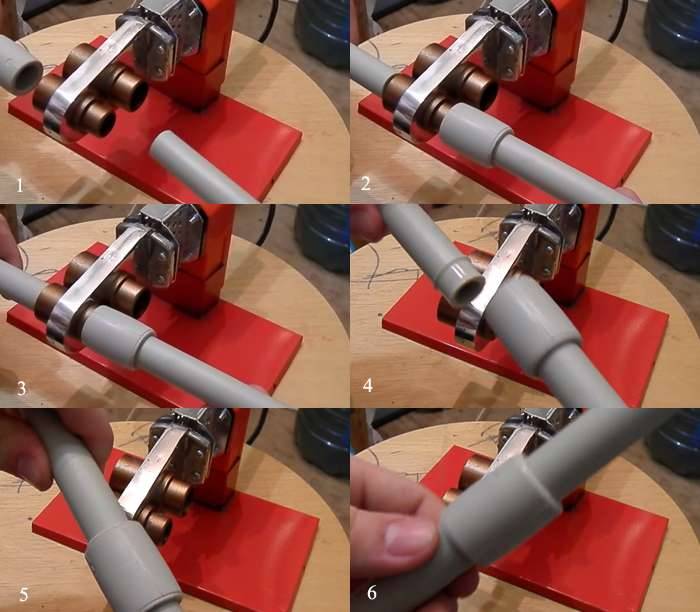
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.