Рекомендации по использованию
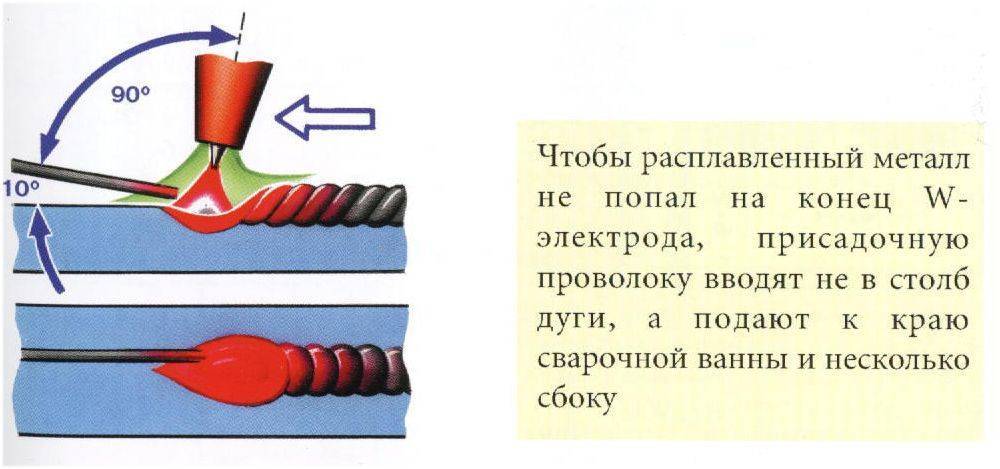
Для уменьшения влияния повышенных теплоемкости, теплопроводности и большого коэффициента линейного расширения на процесс сварки меди и ее сплавов (горячие трещины) рекомендуется место сварки подогревать. Для сварки заготовок из меди подогрев выдерживать до температуры 250°С – 300°С, из бронз 500°С – 600°С.
Так как медь в расплавленном состоянии обладает повышенной жидкотекучестью, необходимо с обратной стороны шва применять подкладки из графита, асбеста и других подобных материалов.
Перед сваркой присадочный материал и поверхность сварочного шва рекомендуется зачистить металлической щеткой или некрупным абразивом и протравить в растворе кислот с промывкой в щелочной среде и горячей сушкой.
Рекомендуется перед началом работ выполнить расчет расхода сварочной проволоки.
Линия по изготовлению медной катанки.
Как уже упоминалось, медная катанка – это очень востребованное в промышленности изделие, поэтому инженеры обращают повышенное внимание на разработку оборудования для ее производства. Как правило, для этого используются готовые линии оборудования, позволяющие осуществлять непрерывный процесс производства

В состав таких линий входит несколько единиц оборудования:
Комбинированная печь.
Она состоит из двух частей – в первой производится плавление сырья, во второй – его выдержка. В печь для плавления поступает сырье, минимальное содержание меди в котором может составлять 92%. Между частями печи имеется специальный затвор, позволяющий регулировать количество жидкой меди, поступающей в печь для выдержки.
Каждая часть печи оснащается автономной системой контроля, которая автоматически проверяет температуру, водяное давление и напряжение в отсеках. В случае, если любой из параметров выходит за границы значений, считающихся нормой, система автоматически дает сигнал тревоги. Кроме защитных систем каждой части все устройство целиком имеет и общую систему контроля. Все три системы работают независимо друг от друга. Таким образом, безопасность процесса плавления и выдержки сырья для производства катанки надежно контролируется на всех этапах. Управление системами может производиться как в автоматическом режиме (после соответствующего программирования), так и вручную – такая необходимость может возникнуть в экстренных случаях.
Машина непрерывного литья.
Полученный в комбинированной печи металл поступает в машину, оснащенную целым набором движущих и прижимных валиков. С их помощью металл формуется и обжимается со всех сторон, в результате чего и получается катанка. Такой метод производства называется горячим, так как при прохождении через валики медь разогревается, что повышает ее пластичность и ускоряет процесс формовки. В конце линии располагаются калибрующие валики, которые «доводят» катанку до нужного диаметра.
Наматывающее устройство.
Далее катанка подается на наматывающее устройство, оснащенное датчиком скорости, синхронизирующим действие подающего катанку механизма и самой «моталки». Намотанная катанка оставляется на специальных катушках для охлаждения. Происходить это может естественным путем, то есть изделие просто неподвижно висит на устройстве, пока не остынет до температуры воздуха в помещении. Такой метод охлаждения называется воздушным и считается наиболее подходящим для изготовления качественного изделия. Если же требуется охладить катанку быстрее, применяется ускоренный метод, то есть охлаждение с помощью специальных вентиляторов. Но в данном случае следует особо внимательно отнестись к скорости и температуре воздуха, подаваемого из вентиляторов на катанку. Слишком сильный поток холодного воздуха может негативно сказаться на качестве медной продукции. Кроме того, нельзя забывать и о пластичности меди, из-за которой под действием движущегося с большой скоростью воздушного потока изделие может просто деформироваться.
После охлаждения катанка подается на второй блок наматывающего устройства, где она укладывается в бухты.
На этом процесс производства заканчивается, и готовая катанка отправляется на склад.
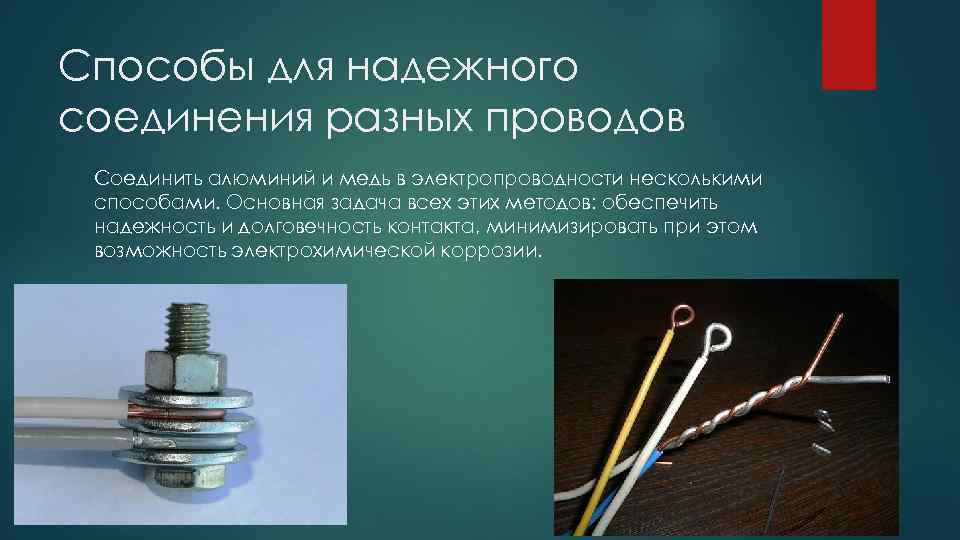
Способы соединения жил
Соединение проводов разных металлов не рекомендуется. Однако многие игнорируют это требование и в результате проводка служит совсем короткое время. Однако бывают ситуации, когда нет выбора, и такое соединение обязательно нужно сделать. В таком случае можно использовать следующие варианты соединителей:





- Так называемые клеммники WAGO. Необходимо зачистить жилу на 10 мм и вставить в гнездо до щелчка.
- Также используют клеммные колодки, которые зажимают токоведущую жилу с помощью винтика.
- С помощью колпачка или соединительного изолирующего зажима. Необходимо зачистить жилу до 15 мм, после собрать жилы в пучок и закручивать их до упора в колпачке по часовой стрелке.
- Пайка проводников.
- Опрессовка гильзами.
- Сварка проводов.

Скрутки использовать запрещено согласно ПУЭ главы 2.1, п. 2.1.21. Они не обеспечивают надежного контакта и могут ослабнуть со временем!
Самое надежное соединение проводов при прокладке новой проводки осуществляется с помощью сварки. В таком соединении очень низкое сопротивление, поэтому сваривание жил – это лучший вариант. Сварка применима особенно в деревянном доме, ведь уровень пожаробезопасности в сварочном соединении велик. Если сделать вывод, то с перечисленных видов соединителей, этот самый безопасный и долговечный. Помимо этого качественными способами соединения считаются пайка и опрессовка гильзами.
Как это сделано медные провода
Как производят кабель. Процесс производства кабеля можно разделить на несколько этапов: поэтапное волочение и протяжка заготовки, наложение изоляции и оболочки, разбухтовка, отгрузка. Проследим последовательно:
Сначала общие виды двух цехов, в которых происходят основные этапы производства.
1. Цех волочения и скрутки стренги. Здесь происходит первичная обработка медной катанки, основного сырья для производства кабельно-проводниковой продукции (КПП).
2. Цех по наложению изоляции и оболочки. В этом цеху расположены экструзионные линии, где медные заготовки приобретают вид готового изделия.
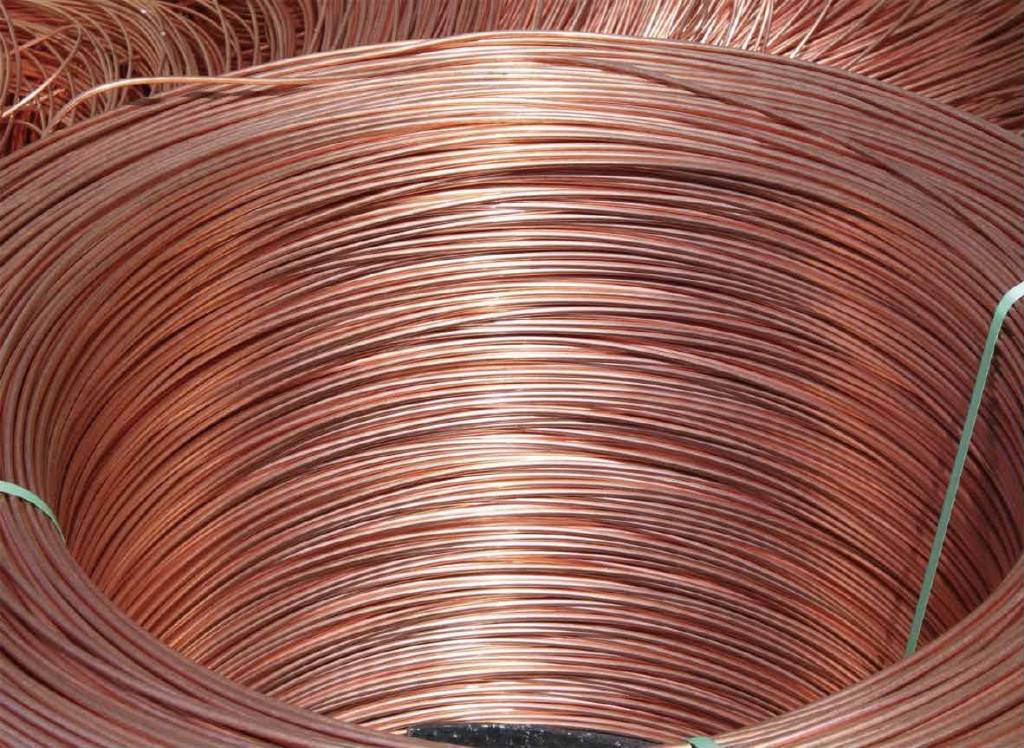
На завод поступает медная ка́танка, которую изготавливают методом непрерывного литья и прокатки из медных катодов. Катанка — это грубая заготовка, обычно большого диаметра, которая используется для дальнейшего производства проволоки.
3. Машина грубого волочения ВМ-13. Предназначена для волочения медной катанки в проволоку. Волочением называется процесс холодной обработки металлов давлением, при котором обрабатываемая проволока или другая заготовка проходит через волочильный инструмент (волоку) и принимает форму и размеры его внутреннего канала с поперечным сечением меньше сечения заготовки. Уменьшение сечения приводит к увеличению длины проволоки. Данная машина предназначена для волочения с диаметра 9 мм до 1,6-4,3 мм.
4. Общий вид волочильного комплекса Nihoff. 12-ти ручевая волочильная машина, предназаначенная для тонко-среднего волочения медной проволоки в пасьму. Это заготовка для дальнейшей скрутки в стренгу. Это начало производства гибкого многожильного кабеля.
5. При волочении происходит нагартовка, ухудшающая электропроводность проволоки. Также при волочении происходит изменение пластических свойств металла: он упрочняется (наклепывается), структура его изменяется, зерна металла измельчаются в направлении волочения, то есть образуется текстура. Снятие «наклепа» и получение мягкой проволоки, достигается нагревом металла до определенной температуры, выдержкой в течение заданного времени и охлаждающей комнатной температуры. При этом металл снова становится пластичным.
Термическая обработка металла, при которой ему возвращаются первоначальные свойства, называется отжигом. Температура и длительность отжига зависят от свойств и размеров проволоки. Для предохранения медной проволоки от окисления ее отжиг производят в специальных паровых или вакуумных печах. Проволоченная пасьма проходит через устройство «отжига на проход», которое позволяет экономить время, не используя отжиг в муфельной печи.
6. После отжига, готовая пасьма наматывается на технологическую тару. Здесь хорошо видно механизм раскладки, который состоит из привода и раскладчика. Укладка изделия происходит в результате смещения раскладчика вдоль оси приемной катушки за один ее оборот, равный диаметру принимаемого изделия. По мере уменьшения числа оборотов приемной катушки уменьшается и скорость перемещения раскладчика.
Сечение жил, мм2
| Основные жилы | Жилы заземления | Жилы заземления для КШВГТ-10 | Вспомогательные жилы |
| 0,75 | 0,75 | — | — |
| 1,0 | 1,0 | — | — |
| 1,5 | 1,0 | — | 1,5 |
| 2,5 | 1,5 | — | 1,5 |
| 4,0 | 2,5 | — | 2,5 |
| 6,0 | 4,0 | — | 4,0 |
| 10 | 6,0 | — | 6,0 |
| 16 | 6,0 | — | 6,0 |
| 25 | 10 | 6,0 | 10; 6,0 для КГЭ |
| 35 | 10 | 6,0 | 10; 6,0 для КГЭ |
| 50 | 16 | 10 | 10 |
| 70 | 25, 16 для КГЭ | 10 | 10 |
| 95 | 35, 25 для КГЭ | 16 | 10 для КГЭ |
| 120 | 35 | 16 | 10 для КГЭ |
| 150 | 50 | 25 | 10 для КГЭ |
Номинальная толщина изоляции и значения толщин оболочек для кабелей марок , КГ-ХЛ, КГ-Т, КГН, КПГ, КПГС, КПГСН указаны в таблице (при этом большие значения толщин оболочек относятся к кабелям с большим числом жил). Жилы кабелей марок , КГ-ХЛ, КГ-Т, КГН, КПГ, КПГС, КПГСН должны иметь цифровую маркировку или отличительную расцветку, при этом зелено-желтый цвет изоляции применяют только для жилы заземления. Цвет изоляции для кабелей марки КОГ-1 и КГЭ не нормируется, в кабелях марки КШВГТ-10 основные жилы могут иметь любой цвет, кроме черного.
Изолированные жилы должны быть скручены в правом направлении, при этом для обеспечения эксплуатации при заданных условиях изолированные жилы в кабелях марок , КГН с тремя основными и двумя вспомогательными жилами сечением 16 мм2 и более, кабелей марки КПГ с четырьмя жилами 16 мм2 и более должны быть скручены вокруг резинового сердечника, а в кабелях марок КПГС и КПГСН с четырьмя жилами сечением 16 мм2 и более, пяти- и шестижильных всех сечений должны быть скручены вокруг круглого или профилированного резинового сердечника. В кабелях марки КШВГТ-10 все изолированные жилы должны быть скручены с заполнителем в центре из электропроводящей резины, а оболочка выполняется двухслойной с внутренним слоем из электропроводящей резины.
Для удобства разделки кабелей поверх скрученных жил должен быть наложен слой синтетической пленки или другого материала. В кабелях марки КОГ-1 и одножильных кабелях марки допускается замена изоляции и оболочки изоляционно-защитной оболочкой. Номинальная толщина оболочки должна быть равна сумме толщин изоляции и оболочки.
Справочные значения наружных диаметров и масс кабелей, наиболее массово выпускаемых типоразмеров, указаны в таблицах. С учетом значительных допусков реальные значения могу отличаться на 10% в меньшую или большую сторону.






ЛЕЧЕНИЕ МЕДЬЮ ЗАБОЛЕВАНИЙ
Как мы уже выяснили, медь прекрасно справляется с болезнями. Однако, совсем не факт, что она подойдет именно вам. Придется проверить медь: наложите пластину на пораженный участок кожи, и если металл «приклеится» и не будет спадать – то лечение очень даже возможно! В таком случае, понадобится запастись медными пластинами и монетам. При отсутствии сцепления с кожей, медь вам не подойдет.
Возникают моменты, когда медь выборочно цепляется за одни участки кожи, и спадает с других. Это свидетельствует о том, что лечение станет возможным лишь на «магнитных» для меди участках кожи. Зато процедура уж точно не доставит дискомфорт.
- Медь против ангины. Приложите монеты в области миндалин, и плотно укутайте горло вязаным шарфом. Желательно проводить аппликации на ночь.
- Медь против артрита. Подготовьте компресс из медной воды, прикладывайте его к пораженным участкам на несколько часов.
- Медь против варикозного расширения вен. Плотно фиксируйте медные пластины (царские монеты) на пораженных участках ног. Не снимайте медь до периода свободного спадания монеты с ноги.
- Медь против гайморита. Кладите медные пластины в области носовых пазух и глазниц.
- Медь против геморроя. На начальных стадиях геморроя целесообразно использовать монеты или пластины из меди. Приложите их к анальному отверстию и к области ягодиц. Свойства меди позволяют нормализовать циркуляцию крови и ускоряют отток жидкости от проблемных участков. Монеты должны плотно прилипнуть к коже, и тогда начнется лечебный эффект.
- Медь против болей в голове. Примите лежачее положение и приложите медные элементы к лобной, затылочной или височной частям головы. Придерживайтесь такого положения в течение 30 минут, после чего протрите кожу. Свойства меди улучшают циркуляцию крови, тем самым предотвращая головокружение от излишнего давления.
- Медь против доброкачественной опухоли. Целебные аппликации из медных предметов способны приостановить развитие доброкачественных опухолей, а также полностью устранить новообразования. Секрет очень прост: прикладывайте медь к опухолям, фиксируйте их повязкой, и носите так в течение недели. Дайте организму прийти в себя, а через пару суток проведите очередной курс лечения. Регулярно посещайте онкологический диспансер и терапевта. Заниматься лечением доброкачественных опухолей можно только после точного выявления проблемы. Установить ее под силу только специалистам.
- Медь против неприятностей по женской линии. Проблемы с циклом менструаций, фибромы и другие гинекологические заболевания лечатся при помощи прикладывания монет к половым органам на 30 минут.
- Медь против коленных болей. Приложите несколько монет вокруг коленного сустава, зафиксировав их вязаным шарфом. Длительность лечения – от 2 до 7 суток.
- Медь против заболеваний глаз. Приложите медную монету на участки между краями глаз и висков. Дождитесь прилипания монеты к коже, и зафиксируйте ее клейкой лентой. О завершении лечения вам поведает спадание монетки. Черная область в зоне лечения станет свидетельством вытягивания глаукомы.
- Медь против повреждений и переломов. Подготовьте медную аппликацию: расположите ее по всему периметру тела на проблемной области – пластина должна плотно сомкнуться с кожей. Подождите 7 дней, после чего зафиксируйте результат – если он будет слабым, поменяйте расположение монеты. Лечение медью может быть обманчиво: в первое время вы почувствуете усилившуюся боль и увеличение отеков. Но со временем эти симптомы спадут, а лечение пойдет на пользу. Главное не останавливать процедуры, т.к. кожа привыкает к медным пластинам и лучше воспринимает их притяжение.
- Медь против рубцовых примет. Такие рубцы возникают после операций. Прикладывайте медные пластины на место расположения швов, и фиксируйте их плотной повязкой. Не забывайте проверять кожные покровы. Они не должны быть нарушены, особенно в области затягивающихся швов.
- Медь против сахарного диабета. Принимайте внутрь 2 столовые ложки воды с медью. Курс лечения – 30 суток.
- Медь против заболеваний сердечной мышцы. Прикладывайте монетку из меди к области под ключицей. Желательно найти идеальное «магнитное» место на коже, чтобы монетка не спадала. Зафиксируйте медь клейким пластырем и носите его в течение недели.
- Медь против проблем со слухом. Прикладывайте медные монетки на костяную выпуклость уха. В противоположном направлении расположите такую же монетку. Страдаете от шума в ушах? Прикладывайте пластинки в области заднего отдела шеи. Следите за плотным присасыванием монет к коже.
Полный отжиг алюминия и алюминиевых сплавов
После полного отжига все алюминиевые сплавы – как термически упрочняемые, так термически не упрочняемые – получают состояние, которое является самым мягким, самым пластичным и наиболее благоприятным для пластической деформации.
Международное обозначение этого состояния буква «О». Иногда эту букву
«О» путают сцифрой «0».
В отечественных стандартах на алюминиевую продукцию есть состояние просто «отжига» и это состояние обозначают буквой «М». По смыслу и по механическим свойствам сплавов в этом состоянии этот «просто» отжиг является именно полным
отжигом, как его понимают в международных стандартах.
Где купить
Сварочная проволока ESAB
Расходный материал в виде сварочной проволоки широко используется в различных сварочных технологиях. Наличие этого продукта в ассортименте производителей, имеющих влияние на рынке сварочных материалов, является обязательным условием. Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения.
Сферы применения
Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В…
Сварочная проволока: расход, заправка, подача
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя.
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение…
Производители сварочной проволоки
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом – специализируются на выпуске сварочной проволоки. Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре.
Список стран и заводов-производителей
Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие…
Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами – это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки.








Применение
Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа.
Проволока применяется как наплавочный…
Что влияет на сопротивление медного провода
Электрический импеданс медного кабеля зависит от нескольких факторов:
- Удельного сопротивления;
- Площади сечения проволоки;
- Длины провода;
- Внешней температуры.
Последним пунктом можно пренебречь в условиях бытового использования кабеля. Заметное изменение импеданса происходит при температурах более 100°C.
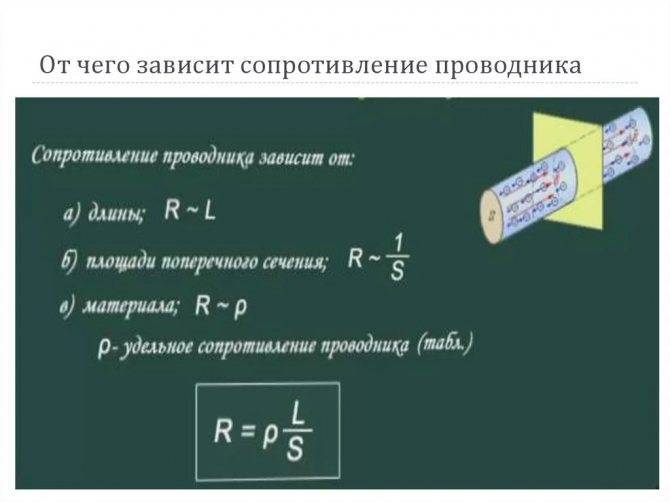
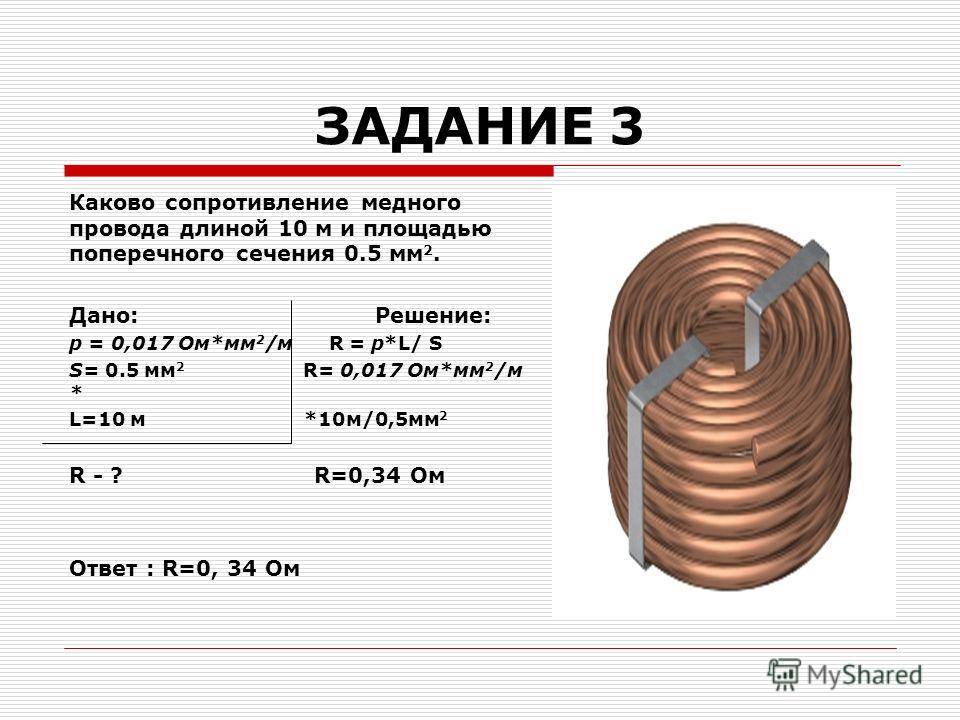
Зависимость сопротивления
Удельное сопротивление в системе СИ обозначается буквой ρ. Оно определяется, как величина сопротивления проводника, имеющего сечение 1 м2 и длину 1 м, измеряется в Ом ∙ м2. Такая размерность неудобна в электротехнических расчетах, поэтому часто используется единица измерения Ом ∙ мм2.
Важно! Данный параметр является характеристикой вещества — меди. Он не зависит от формы или площади сечения. Чистота меди, наличие примесей, метод изготовления проволоки, температура проводника — факторы, влияющие на удельное сопротивление
Чистота меди, наличие примесей, метод изготовления проволоки, температура проводника — факторы, влияющие на удельное сопротивление.
Зависимость параметра от температуры описывается следующей формулой: ρt= ρ20. Здесь ρ20— удельное сопротивление меди при 20°C, α— эмпирически найденный коэффициент, от 0°Cдо 100°C для меди имеет значение, равное 0,004 °C-1, t — температура проводника.
Ниже приведена таблица значений ρ для разных металлов при температуре 20°C.
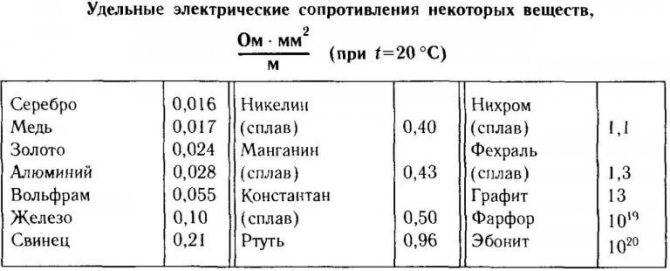
Таблица удельного сопротивления
Согласно таблице, медь имеет низкое удельное сопротивление, ниже только у серебра. Это обуславливает хорошую проводимость металла.
Чем толще провод, тем меньше его резистентность. Зависимость R проводника от сечения называется «обратно пропорциональной».
Важно! При увеличении поперечной площади кабеля, электронам легче проходить сквозь кристаллическую решетку. Поэтому, при увеличении нагрузки и возрастании плотности тока, следует увеличить площадь сечения. Увеличение длины медного кабеля влечет рост его резистентности
Импеданс прямо пропорционален протяженности провода. Чем длиннее проводник, тем больше атомов встречаются на пути свободных электронов
Увеличение длины медного кабеля влечет рост его резистентности. Импеданс прямо пропорционален протяженности провода. Чем длиннее проводник, тем больше атомов встречаются на пути свободных электронов.







Выводы
Последним элементом, влияющим на резистентность меди, является температура среды. Чем она выше, тем большую амплитуду движения имеют атомы кристаллической решетки. Тем самым, они создают дополнительное препятствие для электронов, участвующих в направленном движении.
Важно! Если понизить температуру до абсолютного нуля, имеющего значение 0° Kили -273°C, то будет наблюдаться обратный эффект — явление сверхпроводимости. В этом состоянии вещество имеет нулевое сопротивление. Температурная корреляция
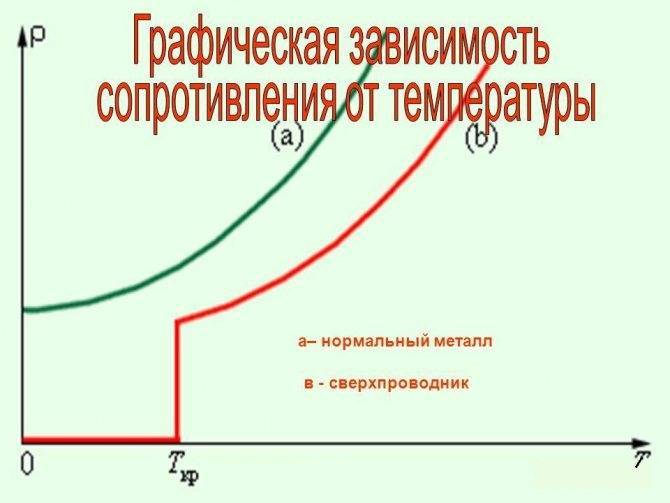
Температурная корреляция
На что обратить внимание при выборе омедненной проволоки
Первый показатель, на который следует обратить внимание, – стоимость. Если она существенно ниже средней по рынку, значит, при изготовлении проволоки был нарушен технологический процесс, что и позволило снизить цену
От приобретения такого расходного материала лучше сразу отказаться. Второй параметр, требующий внимания, – наличие сертификата качества. Этот документ, конечно, не является стопроцентной гарантией приобретения качественного изделия, но его отсутствие однозначно указывает на сомнительное происхождение предлагаемого товара.
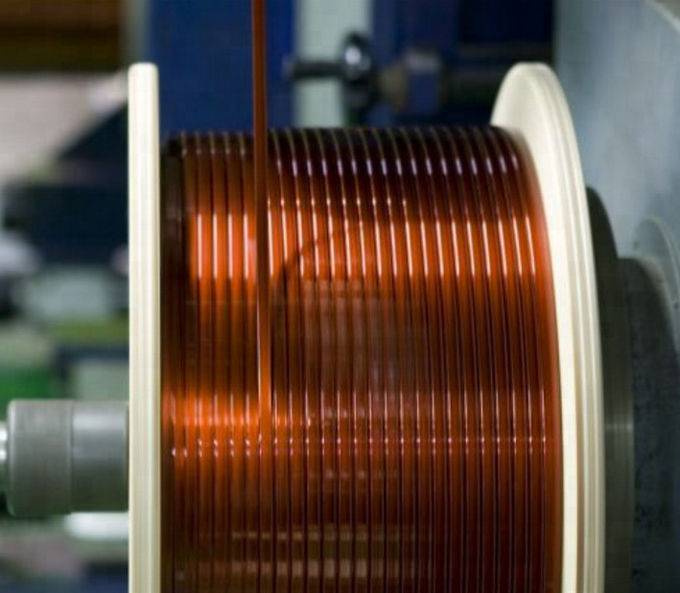
У проволоки, намотанной в кассетах, есть несколько слабых мест, на которые тоже следует обращать внимание. Так, при некачественной намотке со слабиной витки могут образовывать «горку», на которую затем накладываются следующие слои
В результате проволока в этих местах деформируется и может застрять в калибрующих отверстиях сварочного аппарата. Еще одна проблема возникает при неплотной укладке рядов. В этом случае верхние ряды проволоки могут проваливаться между нижними и плотно застревать. Это нарушает равномерность и скорость подачи.

Катушка с омедненной проволокой
Особое внимание необходимо обращать на упаковку проволоки. Медное покрытие, несмотря на видимую сплошность, имеет микротрещины и поры, поэтому полностью защитить сталь от коррозии не может, хотя существенно замедляет ее воздействие
Для упаковки кассет часто используется водоотталкивающая бумага или ткань. Следует учитывать, что они способны пропускать влагу, а при перепадах температур вода конденсируется на поверхности проволоки. Единственная надежная защита – ингибиторная бумага. При длительном хранении омедненной проволоки она снижает скорость ее коррозии в 10 раз.








В заключение следует отметить, что приобретать подобные расходные материалы необходимо, конечно, в специализированных магазинах. Они не только самостоятельно контролируют качество проволоки, но и хранят ее в требуемых условиях. В таком случае определяющей будет репутация изготовителя и компании-продавца.
Источник
Вывод
Людям, промышляющим сбором, сдачей и приемом цветного лома, необходимо знать и уметь отличать внешне похожие цветные металлы. Способность определять может хорошо окупиться, так как латунь в пунктах приема стоит почти в два раза дешевле, чем медь первого сорта.
Если найденный объект небольшой, можно определить самостоятельно. Если количество лома велико, можно прибегнуть к помощи инструментов или анализатора, который берется в аренду.
Если вы решили сдать цветной металлолом, то убедитесь, что у пункта приема есть для этого лицензия.
Как очистить данные цветные металлы перед сдачей, вы можете увидеть в данном видеоролике:
Заключение
За тысячелетия использования металлурги-практики даже без научных выкладок узнали о многих секретах этого металла, что позволило применять его во многих сферах человеческой деятельности. Изготовление же медной проволоки из катанки для использования нужд электротехники и электроники раскрыли перед медью новые горизонты.
Истощение природных запасов меди (общая доля этого элемента в земной коре не превышает 0,01% и по количественному составу в природе медь держит всего лишь 23-е место) требует получения новых материалов для передачи электроэнергии на большие расстояния, притом без существенных потерь.
Для этого разработаны сплавы меди и алюминия – что ещё недавно казалось или невозможным, или слишком затратным.
Да, в таких сплавах снижается электро- и теплопроводность. Но она всё равно будет выше, чем у чисто алюминиевого многожильного провода, который сейчас применяют на ЛЭП, для транспортировки электроэнергии на большие расстояния. Так что проводниковый паллиатив в виде меди и алюминия для этих целей имеет вполне реальные перспективы. А внутридомовая проводка из алюминиево-медного сплава уже применяется в строительстве жилья и производственных объектов.
Технические приёмы, отработанные на медной катанке, позволят в случае широкомасштабного применения новых сплавов с лёгкостью перенастроить производство из катанки (теперь уже медно-алюминиевой) тянутой проволоки с новыми или с привычными для чистой меди свойствами.